ما الذي تفعله آلة التشكيل الخاصة BMC في الواقع؟
تم تصميم آلة التشكيل الخاصة BMC خصيصًا لمعالجة مركب القولبة السائب، وهي مادة صلبة بالحرارة مصنوعة من راتنجات البوليستر غير المشبعة الممزوجة بالألياف الزجاجية والحشوات المعدنية وعوامل المعالجة. على عكس آلات القولبة بالحقن للأغراض العامة المصممة لللدائن الحرارية، يجب أن تتعامل آلة BMC مع مركب يشبه المعجون أو المعجون الذي يعالج بشكل لا رجعة فيه تحت الحرارة والضغط بدلاً من الذوبان والتصلب مرة أخرى. هذا الاختلاف الكيميائي الأساسي هو الدافع وراء كل قرار تصميمي تقريبًا في الماكينة، بدءًا من الهندسة اللولبية وحتى نظام التحكم في درجة حرارة القالب.
تُستخدم هذه الآلات على نطاق واسع لإنتاج المكونات الكهربائية مثل مبيت قواطع الدائرة الكهربائية، وأجزاء المفاتيح الكهربائية، والعوازل، وأجسام الموصلات، بالإضافة إلى قطع غيار السيارات مثل عاكسات المصابيح الأمامية، وأغطية المحرك، والدروع الحرارية. تكمن جاذبية BMC في خصائص العزل الكهربائي الممتازة، ومقاومتها للحرارة، واستقرار الأبعاد، ولهذا السبب يستثمر المصنعون في آلات مبنية خصيصًا حول هذه المادة بدلاً من تكييف مكابس الحقن القياسية.
المكونات الأساسية التي تميز آلات BMC
تستخدم وحدة التلدين الموجودة في آلة التشكيل الخاصة BMC عادةً برغيًا منخفض الضغط مع عمق طيران ضحل، نظرًا لأن المركب لا يحتاج إلى الصهر بالطريقة التي تعمل بها الكريات البلاستيكية. وبدلاً من ذلك، تتمثل مهمة المسمار في نقل المادة وتدفئتها قليلاً دون توليد حرارة قص مفرطة، مما قد يؤدي إلى معالجة مبكرة داخل البرميل نفسه. يعد القص الزائد أحد الأسباب الأكثر شيوعًا لتلف المسمار أو البرميل في هذه الآلات، لذا فإن إعدادات سرعة المسمار والضغط الخلفي أكثر تحفظًا بكثير من تلك الموجودة في مكبس اللدائن الحرارية النموذجية.
يتم تسخين القالب نفسه بدلاً من تبريده، عادةً إلى درجة حرارة تتراوح بين 140 درجة مئوية و170 درجة مئوية اعتمادًا على تركيبة الراتنج المحددة، نظرًا لأن المعالجة عبارة عن تفاعل كيميائي منشط بالحرارة بدلاً من التصلب الناتج عن التبريد. يتم تحقيق التسخين عادةً من خلال سخانات الخرطوشة الكهربائية أو قنوات توزيع الزيت المدمجة في ألواح القالب، ويعد التوزيع الدقيق والمتساوي لدرجة الحرارة عبر سطح القالب أمرًا بالغ الأهمية لتجنب التزييف أو المعالجة غير الكاملة في الأجزاء الأكثر سمكًا من الجزء.
الأنظمة الفرعية الرئيسية على جهاز نموذجي
- وحدة الحقن أو النقل لتغذية المركب في تجويف القالب
- نظام الصوانى الساخنة للحفاظ على درجة حرارة العفن ثابتة
- حجم وحدة التثبيت لمقاومة الضغط الداخلي المتولد أثناء العلاج
- نظام فراغ أو تنفيس لإزالة الهواء المحبوس والمنتجات الثانوية المتطايرة
- نظام طرد تلقائي مصمم للتعامل مع الأجزاء الهشة والمُعالجة حديثًا بلطف
تكوينات الضغط والنقل والحقن
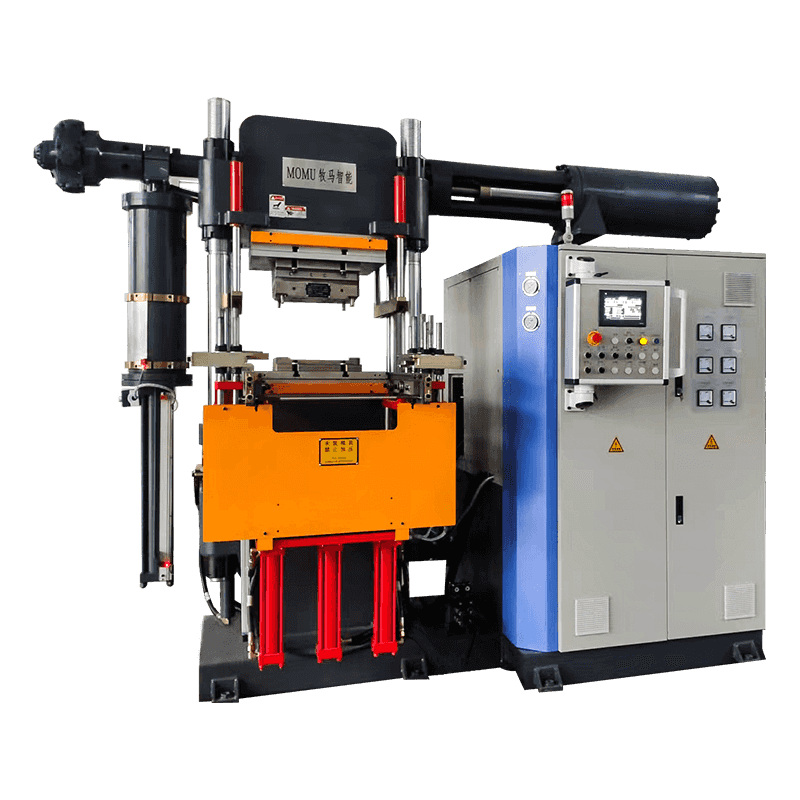
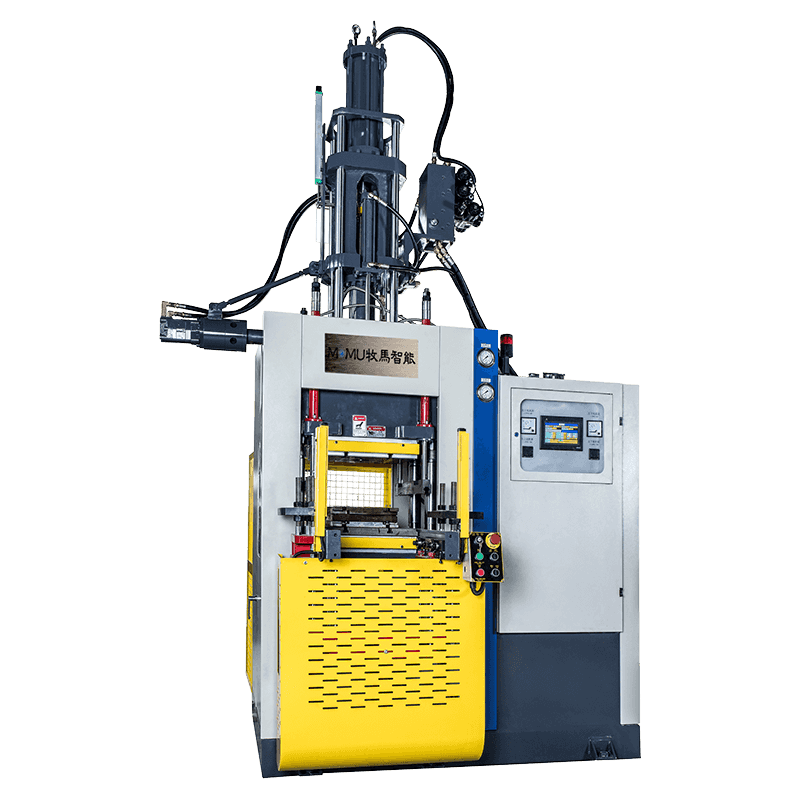
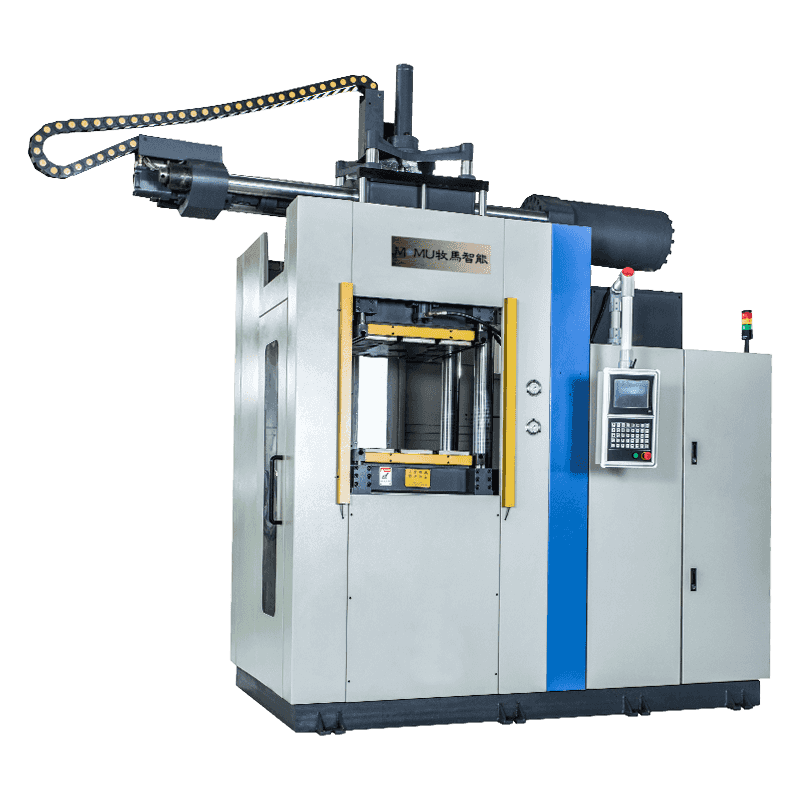
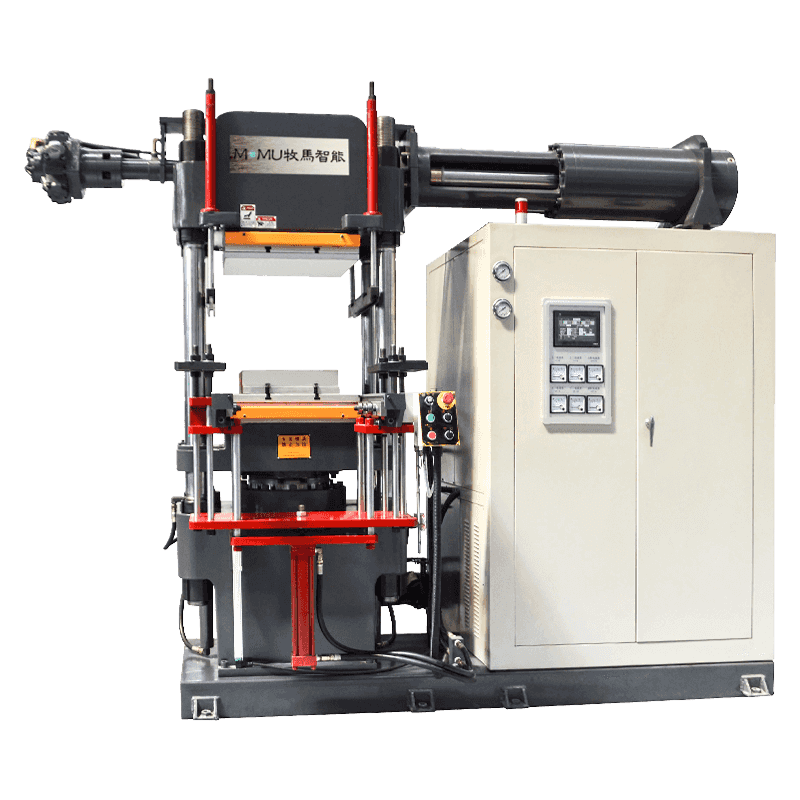
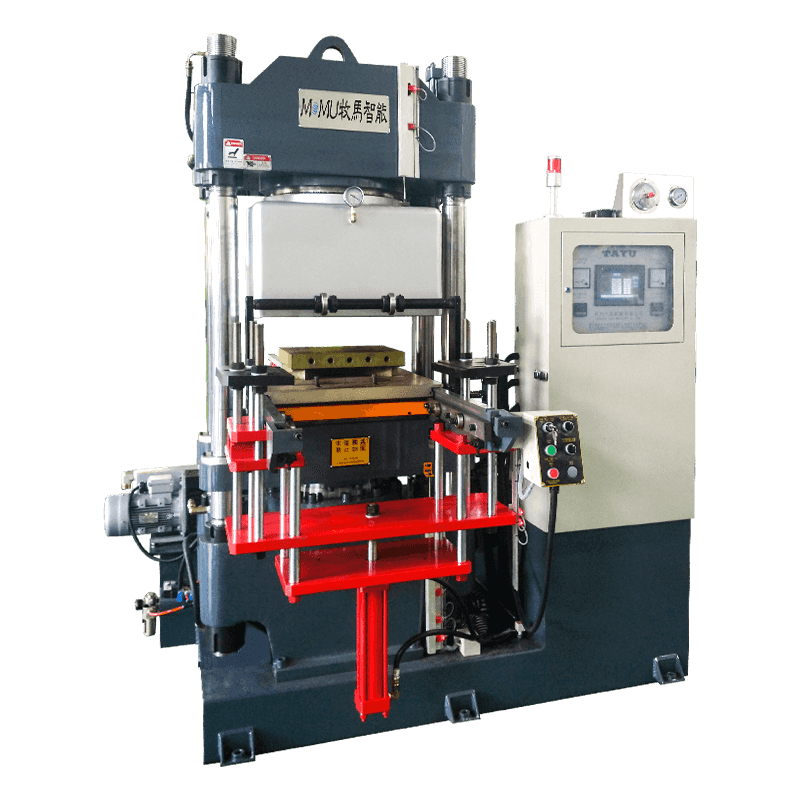
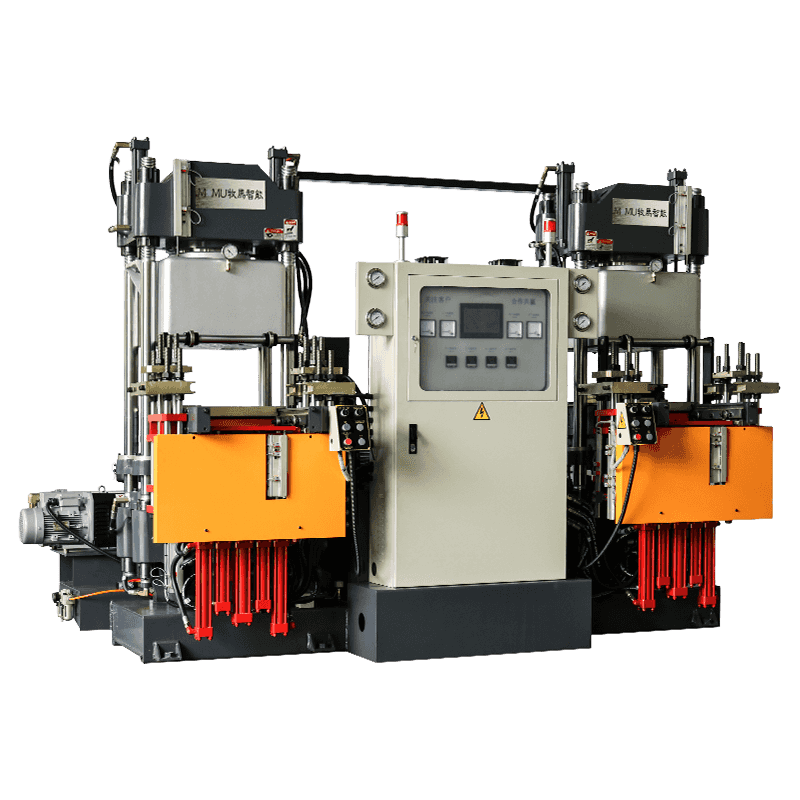
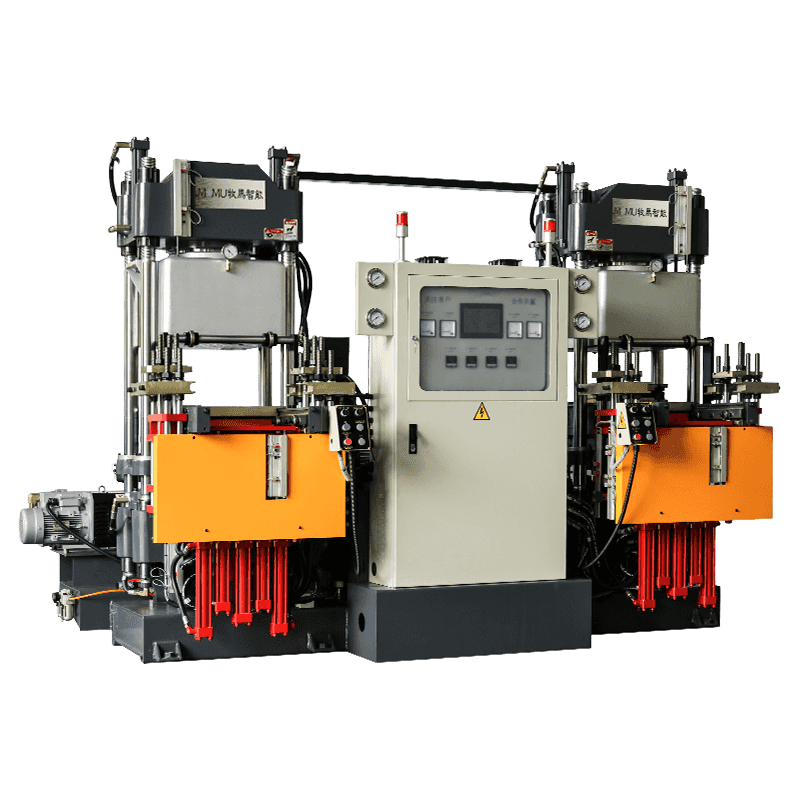
آلات صب خاصة BMC تأتي في ثلاثة تكوينات رئيسية، كل منها يناسب الأشكال الهندسية المختلفة للأجزاء وأحجام الإنتاج. تقوم مكابس القولبة بالضغط ببساطة بوضع شحنة مقاسة من المركب في تجويف قالب مفتوح ومسخن، ثم إغلاق القالب تحت ضغط عالٍ لإجبار المادة على ملء الشكل أثناء المعالجة. تعمل هذه الطريقة بشكل جيد مع الأشكال الهندسية الأبسط وغالبًا ما يتم اختيارها لتكلفة الأدوات المنخفضة والتعامل اللطيف مع تقوية الألياف، مما يحافظ على المزيد من القوة الميكانيكية للمركب.
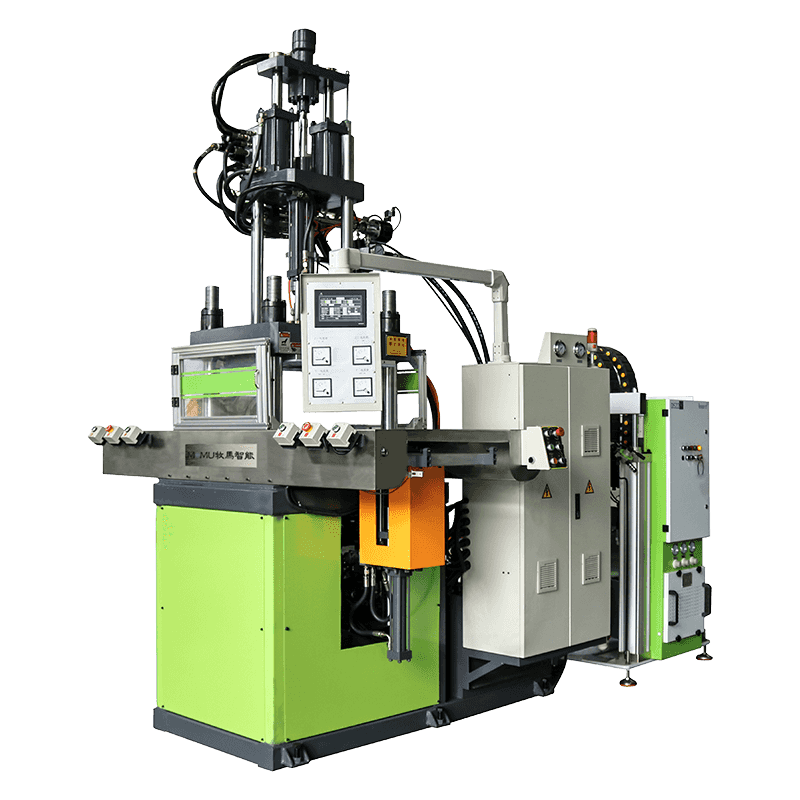
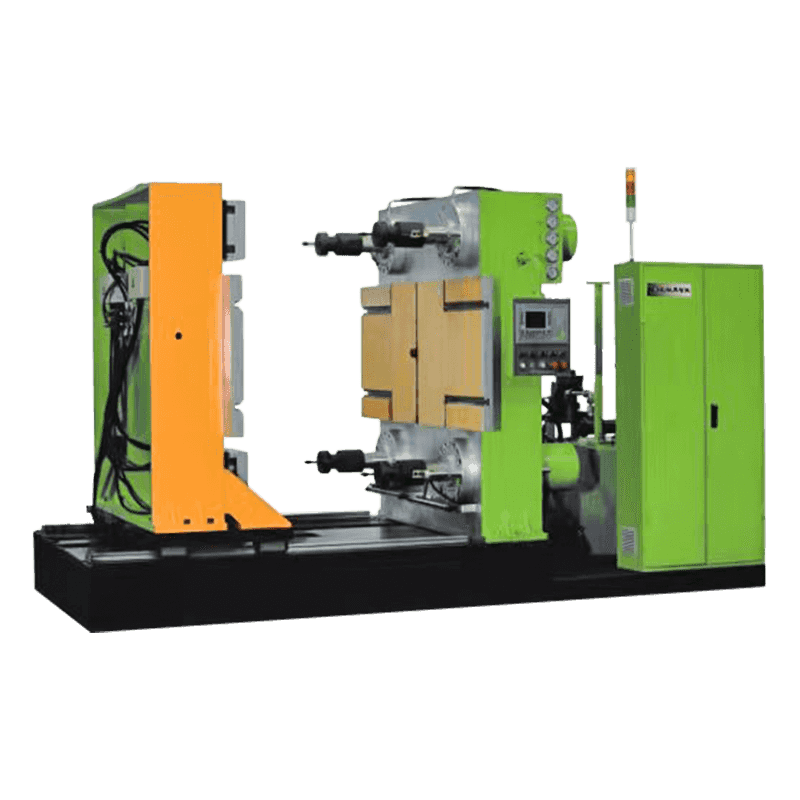
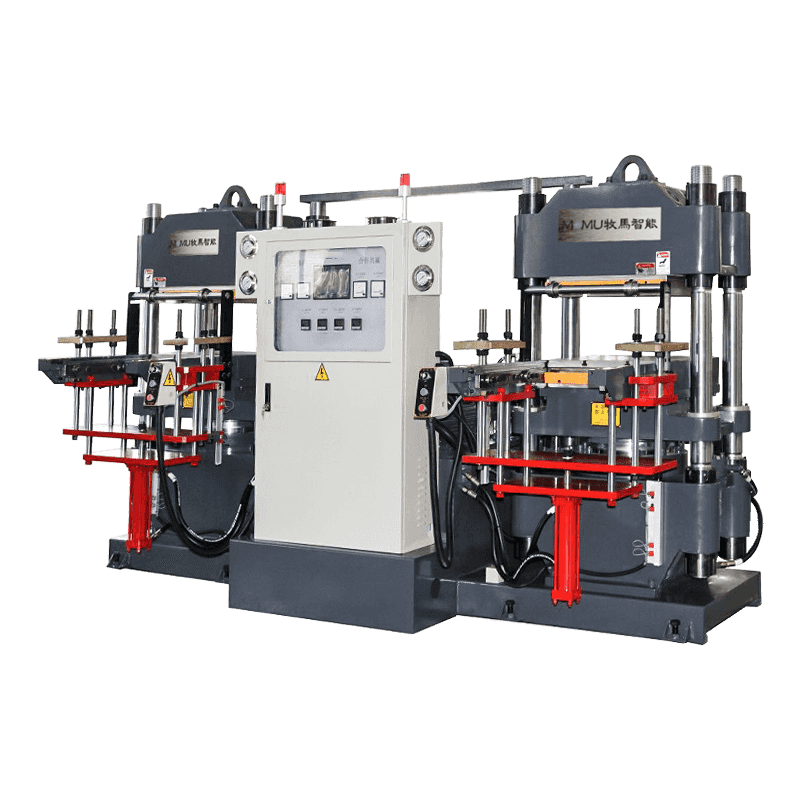
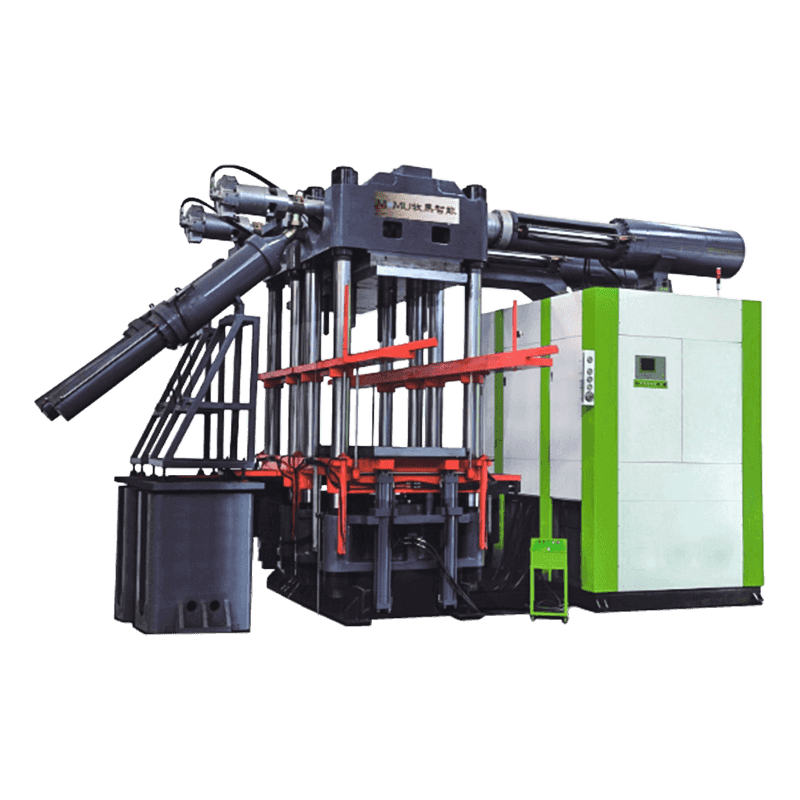
تستخدم آلات القولبة المنقولة وعاءًا منفصلاً لتسخين المركب قبل أن يدفعه المكبس عبر المجاري إلى قالب مغلق. يسمح هذا بهندسة أجزاء أكثر تعقيدًا وتحكمًا أفضل في الأبعاد من القولبة بالضغط المستقيم، على الرغم من أنه يُخضع تقوية الألياف إلى قدر أكبر من القص إلى حد ما أثناء مرورها عبر مجاري ضيقة. آلات القولبة بالحقن المُكيَّفة لـ BMC تأخذ هذه الخطوة إلى الأمام، باستخدام برغي ترددي لتغذية المركب بشكل مستمر مباشرة في قالب مغلق، وهو ما يناسب إنتاج كميات كبيرة من الأجزاء ذات التعقيد المعتدل.
الاختيار بين الطرق الثلاثة
| الطريقة | أفضل ل | وقت الدورة النموذجي |
| ضغط | أشكال بسيطة، أجزاء عالية القوة | 60 إلى 120 ثانية |
| نقل | تعقيد معتدل، إدراج صب | 45 إلى 90 ثانية |
| الحقن | حجم كبير، هندسة معقدة | 20 إلى 60 ثانية |
إعداد تشغيل الإنتاج بشكل صحيح
قبل البدء في أي عملية إنتاج، يجب على المشغلين التحقق من استقرار درجة حرارة القالب في جميع المناطق، نظرًا لأن اختلاف درجة الحرارة حتى من خمس إلى عشر درجات بين أقسام القالب الكبير يمكن أن يسبب معالجة غير متساوية وإجهادًا داخليًا. تشتمل معظم أجهزة BMC الحديثة على وحدات تحكم في درجة الحرارة متعددة المناطق مع قراءات مستقلة، ومن المفيد التحقق من كل منطقة على حدة بدلاً من الثقة في متوسط قراءة واحد.
وزن الشحن هو متغير حاسم آخر. القليل جدًا من المركب يترك لقطات قصيرة أو فراغات سطحية، في حين أن الكثير منه يسبب وميضًا وفقدانًا مفرطًا للمواد عند خط الفراق. يحدد المشغلون عادةً وزن الشحنة الصحيح من خلال سلسلة من الطلقات التجريبية، ويزنون المركب بدقة قبل كل محاولة ويضبطونه بزيادات صغيرة حتى يمتلئ الجزء تمامًا بأقل قدر من الوميض. بمجرد تحديد الوزن الصحيح، يجب توثيقه واستخدامه بشكل متسق، نظرًا لأن مركب BMC لا يتحمل نوع التعديل السريع الشائع مع اللدائن الحرارية.
يجب أيضًا أن تتوافق قوة التثبيت مع المنطقة المتوقعة للجزء والضغط الداخلي المتولد أثناء المعالجة، بشكل عام باتباع القاعدة العامة بين 800 و1500 رطل لكل بوصة مربعة من المساحة المتوقعة، على الرغم من أن هذا يختلف باختلاف تركيبة المركب المحددة وهندسة الجزء. يؤدي التثبيت السفلي إلى عدم دقة الأبعاد والأبعاد، في حين أن التثبيت المفرط يمكن أن يؤدي إلى تسريع تآكل القالب وقضبان الربط دون تحسين جودة الجزء.
إدارة وقت العلاج وكفاءة الدورة
وقت المعالجة هو العامل الأكبر الذي يحدد عدد الأجزاء التي يمكن لآلة BMC إنتاجها في الساعة، ويعتمد على سمك الجزء ودرجة حرارة القالب وعامل المعالجة المحدد المستخدم في التركيبة المركبة. تتطلب المقاطع السميكة أوقات معالجة أطول لأن الحرارة يجب أن تخترق القلب قبل اكتمال التفاعل في جميع أنحاء الجزء، كما أن سحب جزء مبكرًا جدًا يؤدي إلى مخاطر تشويه الخصائص الميكانيكية أو عدم اكتمالها حتى لو بدا السطح معالجًا بالكامل.
يستخدم العديد من المصنعين إرشادات عامة للمعالجة لمدة ثلاثين ثانية تقريبًا لكل ملليمتر من سمك الجدار عند درجات حرارة القالب القياسية، على الرغم من أنه يجب التحقق من ذلك دائمًا مقابل ورقة بيانات مورد الراتنج المحدد بدلاً من التعامل معه كقاعدة عامة. يمكن أن يساعد إجراء اختبار قياس السعرات الحرارية بالمسح التفاضلي على دفعة مركبة جديدة في تأكيد حركية المعالجة الفعلية قبل الالتزام بوقت دورة الإنتاج، خاصة عند تبديل الموردين أو دفعات الراتنج.
العوامل التي تؤثر على وقت الدورة
- سمك الجدار الجزئي والكتلة الإجمالية للمادة
- درجة حرارة سطح القالب والتوحيد عبر التجاويف
- نوع عامل المعالجة وتركيزه داخل المركب
- وجود إدخالات معدنية، والتي يمكن أن تكون بمثابة المشتتات الحرارية والمعالجة المحلية البطيئة
- عدد التجاويف ومدى توزيع المركب بالتساوي بينها
العيوب الشائعة وأسبابها الجذرية
نظرًا لأن صب BMC يتضمن تفاعل معالجة كيميائي بدلاً من التصلب البسيط، فغالبًا ما ترجع العيوب إلى مشكلات حرارية أو توقيت بدلاً من الإعدادات الميكانيكية التي تهيمن على استكشاف أخطاء اللدائن الحرارية وإصلاحها. على سبيل المثال، ينتج تقرحات السطح عادة عن المواد المتطايرة المحتبسة أو الهواء الذي لا يمكن أن يهرب قبل أن يتقشر السطح، مما يشير إلى الحاجة إلى تهوية أفضل للقالب أو تسلسل فراغ معدل بدلاً من تغيير سرعة الحقن.
| عيب | السبب المحتمل | الإصلاح الموصى به |
| تقرحات سطحية | المواد المتطايرة أو الهواء المحاصرين | تحسين التهوية، وضبط توقيت الفراغ |
| التواء بعد الطرد | وقت علاج غير كافي أو حرارة العفن غير متساوية | تمديد العلاج، وإعادة توازن مناطق السخان |
| فلاش المفرط | فاحش أو قوة المشبك منخفضة | قلل وزن الشحنة، وتحقق من حمولة المشبك |
| -عرض الألياف أو خشونتها | القص الزائد أثناء التغذية | انخفاض سرعة المسمار والضغط الخلفي |
ممارسات الصيانة التي تعمل على إطالة عمر الماكينة
تعتبر بقايا BMC المعالجة المتبقية في البرميل أو المجاري أو أسطح القالب مادة كاشطة ويمكن أن تسرع من تآكل البراغي وفحص الحلقات وأسطح التجويف إذا لم يتم تنظيفها بانتظام. تقوم معظم المنشآت بجدولة عملية تطهير شاملة وتنظيف ميكانيكي في نهاية كل وردية عمل، وذلك باستخدام مركبات تنظيف مخصصة مصممة لتليين بقايا الراتنج المعالجة دون الإضرار بأسطح القوالب المطلية بالكروم.
يجب فحص أشرطة السخان والمزدوجات الحرارية وفقًا لجدول زمني محدد، نظرًا لأن منطقة السخان الفاشلة غالبًا ما تظهر أولاً على أنها انحراف دقيق في الجودة بدلاً من خطأ واضح في الماكينة. إن الاحتفاظ بسجل صيانة يسجل قراءات مقاومة السخان، وقياسات تآكل البراغي، واتجاهات الضغط الهيدروليكي بمرور الوقت، يجعل من السهل جدًا اكتشاف مشكلة متطورة قبل أن تتسبب في مجموعة من الأجزاء الخردة.
تستحق حالة السائل الهيدروليكي أيضًا اهتمامًا منتظمًا، نظرًا لأن قوى التثبيت العالية المستخدمة في صب BMC تضع ضغطًا مستمرًا على الأختام والصمامات. يساعد استبدال المرشحات في الموعد المحدد ومراقبة درجة حرارة السائل أثناء عمليات الإنتاج الطويلة على منع الانحراف التدريجي للضغط الذي يمكن أن يؤثر بصمت على حمولة المشبك وأبعاد الأجزاء على مدار أسابيع من التشغيل.
اختيار الجهاز المناسب لتطبيقك
عند تقييم آلة التشكيل الخاصة BMC للشراء، قم بمطابقة حمولة التثبيت وحجم اللقطة مع الجزء الأكبر المتوقع لديك بدلاً من الجزء المتوسط، نظرًا لأن تصغير حجم الماكينة للمشاريع المستقبلية يعد خطأ شائعًا ومكلفًا. ضع في اعتبارك أيضًا ما إذا كان مزيج منتجك يميل نحو الأجزاء البسيطة عالية القوة التي تفضل القولبة المضغوطة، أو الأشكال الهندسية المعقدة مع الإدخالات التي تفضل تكوينات النقل أو الحقن.
أخيرًا، انظر عن كثب إلى عدد مناطق نظام التحكم في درجة الحرارة واستجابتها، نظرًا لأن تسخين القالب غير المتناسق هو أحد المصادر الأكثر ثباتًا لتباين الجودة في إنتاج BMC. ستنتج الآلة التي تتمتع بتحكم أكثر دقة في المنطقة واستجابة أسرع للسخان بشكل عام أجزاء أكثر اتساقًا عبر فترات الإنتاج الطويلة، حتى لو كانت التكلفة الأولية أعلى إلى حد ما من البديل الأبسط.