أصبح المطاط السيليكون السائل (LSR) مادة تستخدم على نطاق واسع في الصناعات مثل الأجهزة الطبية والسيارات والإلكترونيات والسلع الاستهلاكية بسبب مرونتها ومتانتها ومقاومة الحرارة. لإنتاج مكونات LSR عالية الجودة ، يعتمد الشركات المصنعة على آلات تكسير قالب السيليكون السائل ، وهي آلات صب الحقن المتخصصة المصممة للتعامل مع خصائص السيليكون الفريدة. تعد الصيانة المناسبة واستكشاف الأخطاء وإصلاحها لهذه الآلات أمرًا بالغ الأهمية لضمان جودة المنتج المتسقة ، وزيادة كفاءة الإنتاج إلى الحد الأقصى ، وتقليل وقت التوقف.
توفر هذه المقالة دليلًا مفصلاً حول الحفاظ على آلات تكسير القالب السيليكون السائلة واستكشاف الأخطاء وإصلاحها ، وتسليط الضوء على الممارسات الرئيسية ، والمشكلات الشائعة ، والاستراتيجيات الوقائية للمشغلين وموظفي الصيانة.
1. فهم آلة تثبيت قالب السيليكون السائل
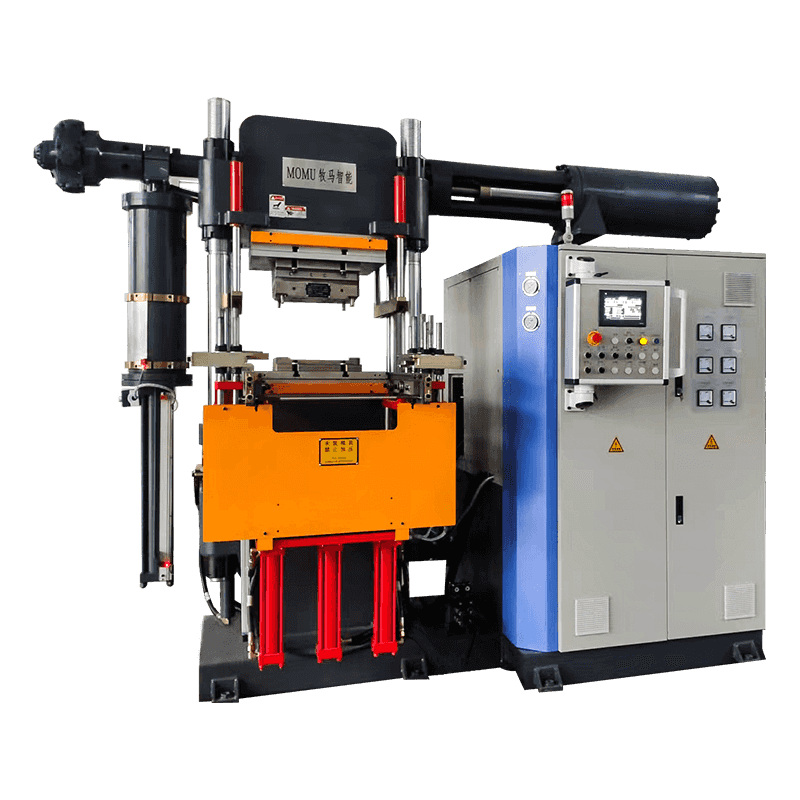
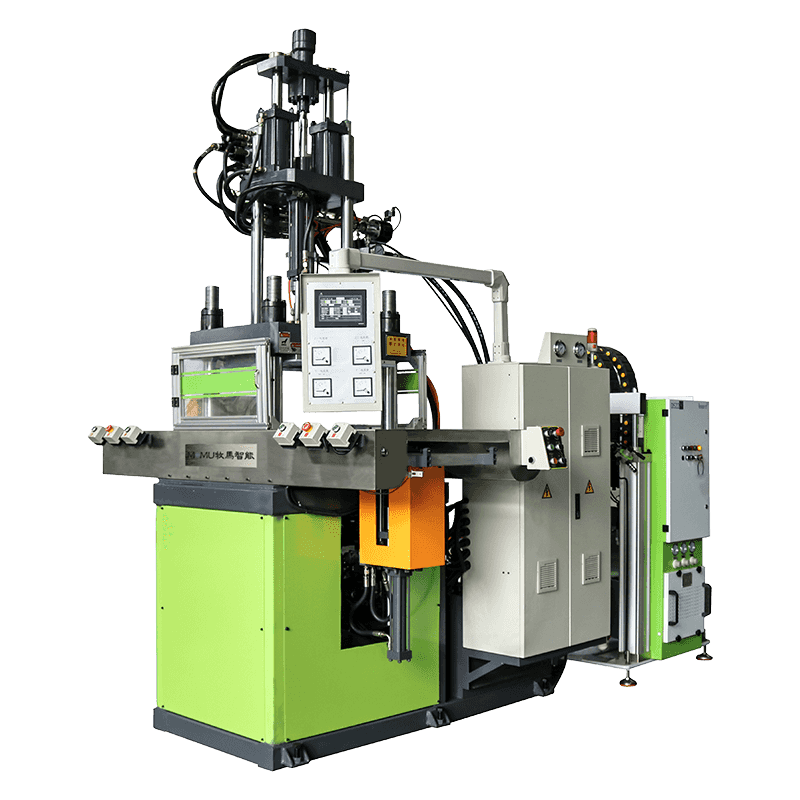
أ آلة تثبيت قالب السيليكون السائل تم تصميمه للحقن والعفن مطاط السيليكون السائل المكون من مكونين في أشكال محددة بدقة عالية. يتكون الجهاز عادة من عدة أنظمة رئيسية:
- وحدة التثبيت: يحمل ويؤمن القالب أثناء الحقن لضمان أبعاد جزء ثابت ومنع تكوين الفلاش.
- وحدة الحقن: يوفر كميات دقيقة من السيليكون السائل في تجويف القالب تحت الضغط ودرجة الحرارة التي يتم التحكم فيها.
- نظام التدفئة والتبريد: يحافظ على درجة حرارة العفن والمواد المثلى للعلاج وإطلاق الجزء.
- نظام التحكم: تراقب وتنظم سرعة الحقن ، والضغط ، ودرجة الحرارة ، وقوة التثبيت لتحقيق جودة متسقة.
نظرًا لأن LSR يتصرف بشكل مختلف عن البلاستيك الحراري ، يجب أن تعمل الآلات في ظل ظروف محددة ، بما في ذلك درجة حرارة العفن الدقيقة وسرعة الحقن وقوة التثبيت ، مما يجعل الصيانة واستكشاف الأخطاء وإصلاحها أمرًا بالغ الأهمية للإنتاج الموثوق به.
2. ممارسات الصيانة الروتينية
الصيانة المناسبة ضرورية لطول العمر وأداء آلة تثبيت قالب السيليكون السائل. فيما يلي ممارسات الصيانة الرئيسية:
2.1 الصيانة اليومية
- تنظيف أسطح الماكينة: قم بإزالة أي بقايا السيليكون من فوهة الحقن ، وأسطح العفن ، وطاولة الماكينة. يمكن أن يكون السيليكون لزجًا وقد يتداخل مع محاذاة العفن أو يسبب فلاش إذا لم يتم تنظيفه.
- تحقق من مستويات الزيت الهيدروليكي: تأكد من أن النظام الهيدروليكي لديه زيت كاف وأن جودة الزيت تلبي مواصفات الشركة المصنعة. يمكن أن يقلل الزيت المنخفض أو الملوث من كفاءة التثبيت ويؤدي إلى جودة جزء غير متناسق.
- فحص محاذاة العفن: تحقق من أن نصفي العفن يتم محاذاة بشكل صحيح في وحدة التثبيت لمنع عدم وجود عيوب غير متساوية وعيوب المنتج.
- الأجزاء المتحركة تليين: أpply manufacturer-recommended lubricants to guide rails, bearings, and mechanical linkages to reduce wear and prevent mechanical failure.
2.2 الصيانة الأسبوعية
- فحص الخراطيم والاتصالات الهيدروليكية: ابحث عن التسريبات أو الشقوق أو التجهيزات المخففة ، والتي يمكن أن تساوم قوة التثبيت وسلامة الماكينة.
- تحقق من وحدات التحكم في درجة الحرارة: ضمان سخانات العفن وأجهزة استشعار درجة الحرارة تعمل بشكل صحيح للحفاظ على المعالجة الموحدة.
- فحص المكونات الكهربائية: فحص الأسلاك ، الموصلات ، وأجهزة استشعار لعلامات التآكل أو التآكل أو ارتفاع درجة الحرارة.
2.3 الصيانة الشهرية
- اختبار دقة قوة التثبيت: استخدم أدوات المعايرة للتحقق من أن وحدة التثبيت تجرّب القوة الصحيحة على القالب. هذا أمر بالغ الأهمية لمنع الفلاش وضمان اتساق جزء.
- استبدل الأختام واللحات البالية: يمكن أن تتحلل الأختام الهيدروليكية وحشيات العفن بمرور الوقت بسبب الحرارة والضغط ، مما قد يتسبب في تسرب أو تثبيت غير متساوٍ.
- وحدة الحقن نظيفة وتفقد: افصل فوهة الحقن والمكبس إذا لزم الأمر لإزالة تراكم السيليكون الذي يمكن أن يعوق التدفق.
2.4 الصيانة السنوية
- إصلاح النظام الهيدروليكي: استبدال الزيت الهيدروليكي والمرشحات والمكونات البالية للحفاظ على الكفاءة.
- تحديث برنامج نظام التحكم: تأكد من تشغيل نظام التحكم في الجهاز أحدث إصدار للبرنامج للاستفادة من تحسين الأداء والتشخيص.
- التفتيش الميكانيكي الشامل: تحقق من حالة قضبان التوجيه والمحامل والبراغي وألواح التثبيت لعلامات التآكل أو الاختلال.

3. قضايا استكشاف الأخطاء وإصلاحها الشائعة
حتى مع الصيانة المناسبة ، قد يواجه المشغلون مشكلات أثناء إنتاج LSR. يمكن أن يقلل فهم المشكلات الشائعة وحلولهم من وقت التوقف عن العمل.
3.1 تشكيل فلاش
أعراض: يتسرب السيليكون الزائد من تجويف القالب ، مما يخلق مواد غير مرغوب فيها حول حواف الجزء.
الأسباب:
- قوة التثبيت غير كافية
- القوالب البالية أو الخاطئة
- ضغط الحقن غير الصحيح أو السرعة
الحلول: - زيادة قوة التثبيت تدريجيا وتأكد من محاذاة نصفي العفن بشكل صحيح
- فحص حواف العفن واستبدال الأختام أو الحشيات البالية
- أdjust injection speed and pressure according to material specifications
3.2 لقطات قصيرة (ملء غير مكتمل)
أعراض: يتم ملء تجاويف العفن جزئيًا ، مما يؤدي إلى أجزاء غير مكتملة.
الأسباب:
- ضغط الحقن المنخفض
- فوهة الحقن المحظورة
- درجة حرارة العفن غير الصحيحة أو لزوجة السيليكون
الحلول: - زيادة ضغط الحقن ضمن الحدود الموصى بها
- وحدة تنظيف الفوهة والحقن لإزالة العوائق
- أdjust mold temperature and verify silicone mixture ratio
3.3 جزء التمسك بالقالب
أعراض: الأجزاء لا تطلق من القالب ، وتتطلب إزالة يدوي.
الأسباب:
- عوامل إطلاق العفن غير كافية
- درجة حرارة العفن منخفضة جدا
- عدم كفاية وقت المعالجة
الحلول: - أpply appropriate mold release agents recommended for LSR
- زيادة درجة حرارة القالب قليلاً لتدفق السيليكون بشكل أفضل وعلاج
- تأكد من الحفاظ على وقت المعالجة المناسب لكل دورة
3.4 الفشل الهيدروليكي أو الميكانيكي
أعراض: تفشل وحدة التثبيت في التحرك ، أو انخفاضات الضغط ، أو تحدث ضوضاء غير طبيعية.
الأسباب:
- انخفاض الزيت الهيدروليكي أو التلوث
- الأختام البالية أو المحامل أو الروابط الميكانيكية
- الخطوط الهيدروليكية المحظورة أو المقيدة
الحلول: - إعادة ملء أو استبدال الزيت الهيدروليكي ومرشحات نظيفة
- فحص واستبدال الأختام البالية أو المكونات الميكانيكية
- تحقق من الخطوط الهيدروليكية للعرقلة وضمان تدفق السوائل السليم
3.5 أخطاء كهربائية أو تحكم
أعراض: يتوقف الماكينة بشكل غير متوقع ، أو يعرض رموز الخطأ ، أو يعرض تشغيلًا غير متناسق.
الأسباب:
- أجهزة استشعار خاطئة أو أسلاك
- مواطن الخلل في نظام التحكم
- ارتفاع درجة حرارة مكونات التحكم
الحلول: - فحص وإصلاح أو استبدال أجهزة الاستشعار المعيبة أو الأسلاك
- إعادة تشغيل وتحديث برنامج التحكم
- ضمان التبريد والتهوية الكافية للألواح الكهربائية
4. التدابير الوقائية
الوقاية دائمًا أفضل من استكشاف الأخطاء وإصلاحها التفاعلية. يمكن للمصنعين اتخاذ عدة خطوات لتقليل وقت تعطل الماكينة:
- تدريب المشغل: تأكد من تدريب جميع المشغلين على التعامل مع مواد LSR وفهم إعدادات الماكينة ومتطلبات التثبيت وبروتوكولات السلامة.
- معايرة منتظمة: معايرة قوة التثبيت بشكل دوري ، وضغط الحقن ، وأجهزة استشعار درجة الحرارة للحفاظ على الدقة.
- استخدام مواد LSR الجودة: الشوائب أو خلائط السيليكون غير الصحيحة يمكن أن تسد الفتحات أو تؤثر على المعالجة ، مما يؤدي إلى عيوب وسلالة الماكينة.
- برامج الصيانة المجدولة: تنفيذ عمليات التفتيش الروتينية والصيانة الوقائية بناءً على توصيات الشركة المصنعة.
- الوثائق: احتفظ بسجلات مفصلة لأنشطة الصيانة والإصلاحات واستبدال الأجزاء لتحديد المشكلات المتكررة وتحسين الجداول الزمنية.
5. اعتبارات السلامة
يتطلب الحفاظ على آلة تثبيت قالب السيليكون السائلة واستكشاف الأخطاء وإصلاحها اهتمامًا دقيقًا بالسلامة:
- أlways disconnect power and hydraulic supply before performing maintenance.
- استخدم معدات الحماية عند التعامل مع القوالب الساخنة أو السوائل الهيدروليكية أو المواد الكيميائية.
- تأكد من تجميد الأجزاء المتحركة أثناء التفتيش لمنع الإصابة.
- اتبع إرشادات الشركة المصنعة للتشغيل الآمن واستكشاف الأخطاء وإصلاحها.
أdhering to these safety practices reduces the risk of accidents and ensures a safe working environment for operators.
6. الخلاصة
تعد الصيانة المناسبة واستكشاف الأخطاء وإصلاحها لآلة تثبيت قالب السيليكون السائل ضرورية لإنتاج LSR ثابت وعالي الجودة. من خلال اتباع إجراءات الصيانة اليومية والأسبوعية والشهرية والسنوية ، يمكن للمشغلين تمديد عمر الماكينة ، وتقليل العيوب ، وزيادة كفاءة الإنتاج إلى الحد الأقصى. يمكن أن تتم إدارة المشكلات الشائعة ، مثل الفلاش ، واللقطات القصيرة ، والالتصاق بالجزء ، والفشل الهيدروليكي ، والأخطاء الكهربائية ، بفعالية من خلال فهم أسبابها وتطبيق الحلول المستهدفة.
التدابير الوقائية ، بما في ذلك تدريب المشغل ، والمعايرة المجدولة ، ومواد LSR عالية الجودة ، والوثائق الشاملة ، تعزز موثوقية الماكينة. إلى جانب الالتزام ببروتوكولات السلامة ، تضمن هذه الممارسات أن تستمر آلات تكسير القالب السيليكون السائل في العمل بسلاسة ، وتقديم منتجات سيليكون دقيقة ودائمة وعالية الجودة لمجموعة واسعة من الصناعات.
مع الاهتمام المناسب بالصيانة واستكشاف الأخطاء وإصلاحها ، يمكن للمصنعين تحسين الأداء ، وتقليل وقت التوقف ، والحفاظ على المزايا التنافسية لإنتاج مكونات LSR عالية الجودة بكفاءة. .