ما هي آلة الفلكنة المطاطية الفراغية؟
أ آلة فراغ المطاط بالكبريت عبارة عن مكبس صناعي متخصص يعالج مركبات المطاط الخام أو غير المعالجة تحت مجموعة من ظروف الحرارة والضغط والفراغ الخاضعة للرقابة. يشير مصطلح "الفلكنة" إلى عملية الربط الكيميائي التي تحول المطاط الناعم المرن إلى مادة متينة ومرنة ومستقرة الأبعاد. في مكابس الفلكنة القياسية، الحرارة والضغط وحدهما يقودان تفاعل المعالجة. في آلات الفلكنة الفراغية، تعمل إضافة بيئة فراغية محكمة الغلق على إزالة الهواء المحبوس والرطوبة والغازات المتطايرة من داخل الكتلة المطاطية قبل وأثناء المعالجة - مما يؤدي إلى منتج نهائي أكثر كثافة وأكثر تجانسًا وخاليًا من العيوب.
وظيفة التفريغ ليست مجرد ميزة إضافية؛ فهو يغير بشكل أساسي نتائج الجودة التي يمكن تحقيقها في إنتاج المطاط. تعد جيوب الهواء وشوائب الرطوبة من بين المصادر الأكثر شيوعًا للمسامية وتكوين البثور والضعف الهيكلي في الأجزاء المطاطية المفلكنة. من خلال إخلاء تجويف القالب إلى مستوى فراغ عادة ما بين -0.08 ميجا باسكال و -0.1 ميجا باسكال قبل تطبيق ضغط القالب الكامل، تقوم الآلة بإزالة هذه العيوب من مصدرها. والنتيجة هي منتجات مطاطية ذات تشطيب سطحي فائق، وكثافة داخلية متسقة، وأداء ميكانيكي محسّن - وهي خصائص مهمة في الصناعات الدقيقة بما في ذلك ختم السيارات، والأجهزة الطبية، ومكونات الفضاء الجوي، ونعال الأحذية عالية الأداء.
عملية الفلكنة: ماذا يحدث داخل الآلة
إن فهم تسلسل العمليات داخل آلة فلكنة المطاط الفراغي يوضح سبب تحسين التكامل الفراغي لجودة المخرجات بشكل كبير. تتكشف العملية في عدة مراحل متميزة يتحكم فيها الجهاز تلقائيًا من خلال وحدة تحكم منطقية قابلة للبرمجة (PLC) أو واجهة شاشة تعمل باللمس.
تبدأ الدورة بإعداد القالب وتحميله. يقوم المشغل بوضع مركب المطاط غير المعالج - في شكل فراغات أو صفائح أو قوالب مسبقة الوزن - في تجويف القالب الساخن. يتم إغلاق القالب جزئيًا، ويتم تنشيط مضخة التفريغ، مما يؤدي إلى سحب الهواء والرطوبة المتبقية من تجويف القالب من خلال قنوات التفريغ المتكاملة. بمجرد الوصول إلى مستوى الفراغ المستهدف والاحتفاظ به لفترة سكون محددة، عادة من 15 إلى 60 ثانية، يتم إغلاق المكبس بالكامل لتطبيق ضغط القولبة. يؤدي مزيج الحرارة التي يتم إجراؤها عبر الألواح الساخنة، والضغط المطبق، وغياب الغازات المحاصرة إلى دفع تفاعل الارتباط المتقاطع بشكل موحد في جميع أنحاء الكتلة المطاطية. بعد انقضاء وقت المعالجة المبرمج - والذي يتراوح من دقيقة إلى ثلاثين دقيقة اعتمادًا على نوع مركب المطاط وسمك الجزء - يتم فتح المكبس، ويتم تحرير الفراغ، ويتم تفكيك الجزء المعالج.
دقة التحكم في درجة الحرارة لا تقل أهمية. تحافظ آلات الفلكنة الفراغية الحديثة على درجات حرارة القرص ضمن ±1 درجة مئوية إلى ±2 درجة مئوية عبر سطح القالب بأكمله باستخدام عناصر التسخين بالمقاومة الكهربائية أو الألواح المسخنة بالبخار، جنبًا إلى جنب مع أجهزة استشعار درجة الحرارة المدمجة ووحدات التحكم PID ذات الحلقة المغلقة. يضمن هذا التوحيد معالجة متسقة في جميع أنحاء المنتج، مما يزيل خطر ظهور مراكز غير معالجة أو أسطح مفرطة المعالجة والتي يمكن أن تحدث عند وجود تدرجات في درجة الحرارة عبر القالب.

المكونات الأساسية ووظائفها
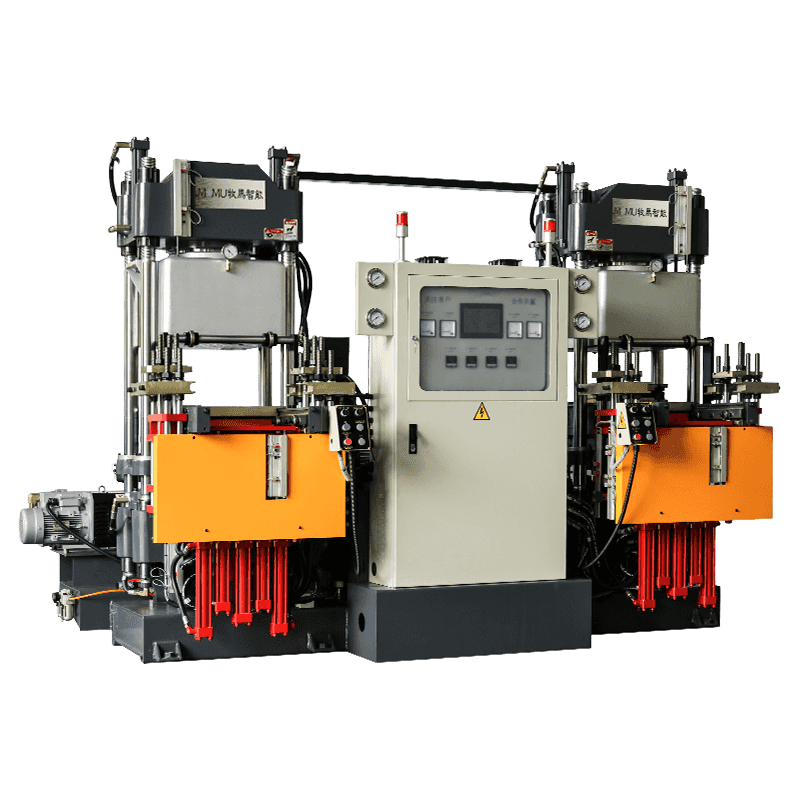
يعتمد أداء آلة الفلكنة المطاطية الفراغية على جودة وتكامل مكوناتها الهيكلية والوظيفية الرئيسية. يلعب كل عنصر دورًا محددًا في تحقيق الفلكنة المتسقة والخالية من العيوب.
أطباق ساخنة
الصفائح هي الصفائح الصلبة المسطحة التي يتم ضغط القالب بينها. في آلات الفلكنة الفراغية، يتم تصنيع الألواح من الفولاذ عالي الجودة مع عناصر تسخين مدمجة أو قنوات داخلية لتدوير البخار. يعد تحمل التسطيح أمرًا بالغ الأهمية - فاللوحة ذات التلامس غير المستوي مع السطح ستنتج توزيعًا غير منتظم للضغط عبر القالب، مما يؤدي إلى اختلاف السُمك والمعالجة غير الكاملة في مناطق الضغط المنخفض. تحدد الآلات المتميزة استواء اللوح في حدود 0.05 مم عبر سطح العمل وتستخدم استشعار درجة الحرارة متعدد النقاط للكشف عن أي عدم انتظام حراري وتعويضه.
نظام فراغ
يتكون نظام التفريغ من مضخة تفريغ - عادةً ما تكون ريشة دوارة أو نوع لولبي جاف - متصلة بتجويف القالب من خلال دائرة محكمة الغلق بما في ذلك خطوط التفريغ، وخزان عازل للفراغ، وصمامات الملف اللولبي، ومقاييس التفريغ. يقوم الخزان العازل بتخزين الحجم الذي تم إخلاؤه مسبقًا بحيث يمكن الوصول بتجويف القالب إلى مستوى التفريغ المستهدف بسرعة دون التحميل الزائد على المضخة. يتم تحقيق الختم الفراغي لواجهة القالب من خلال الحشيات الطرفية أو قنوات الحلقة O التي يتم تشكيلها في خط فراق القالب. تعد سلامة نظام الختم هذا أمرًا أساسيًا - حيث أن أي تسرب يقلل من مستوى الفراغ الذي يمكن تحقيقه ويضعف فعالية إزالة الهواء.
نظام التثبيت الهيدروليكي أو الميكانيكي
يتم إنشاء قوة التثبيت التي تحافظ على القالب مغلقًا أثناء الفلكنة إما عن طريق نظام أسطوانة هيدروليكية أو، في الآلات الأصغر، عن طريق آليات التبديل الميكانيكية. توفر الأنظمة الهيدروليكية تحكمًا أكثر دقة وقابلية للبرمجة في الضغط وهي قياسية في آلات الفلكنة الفراغية من فئة الإنتاج. تتراوح قوى التثبيت من 50 كيلو نيوتن في الآلات المختبرية أو الأجزاء الصغيرة إلى أكثر من 10000 كيلو نيوتن في المكابس الصناعية الكبيرة لمنتجات السيارات أو المطاط الصناعي. يعد التحكم الدقيق في الضغط أمرًا ضروريًا لأن كلاً من الضغط المنخفض والضغط الزائد ينتج عنه أجزاء معيبة - وميض، أو عدم دقة الأبعاد، أو التشقق الناجم عن الإجهاد.
نظام التحكم PLC
تم تجهيز آلات الفلكنة الفراغية الحديثة بوحدات تحكم منطقية قابلة للبرمجة وواجهات تعمل باللمس بين الإنسان والآلة (HMIs) تسمح للمشغلين بتخزين واسترجاع ومراقبة برامج المعالجة لمختلف مركبات المطاط وتكوينات القالب. يقوم البرنامج النموذجي بتخزين درجة الحرارة المستهدفة، ووقت المعالجة، ومستوى الفراغ، ووقت بقاء الفراغ، وضغط التثبيت كوصفة واحدة. يقوم PLC بمراقبة ردود فعل المستشعر في الوقت الفعلي ويصدر إنذارات للانحرافات، مما يضمن إمكانية تتبع العملية والجودة المتسقة من دفعة إلى دفعة.
أنواع آلات الفلكنة المطاطية الفراغية
تتوفر آلات فلكنة المطاط الفراغي في العديد من التكوينات، كل منها يناسب أحجام الإنتاج المختلفة، وهندسة المنتجات، وأنواع المطاط. إن اختيار نوع الجهاز المناسب لا يقل أهمية عن تحديد معلمات العملية الصحيحة.
| نوع الآلة | التكوين | الأنسب ل |
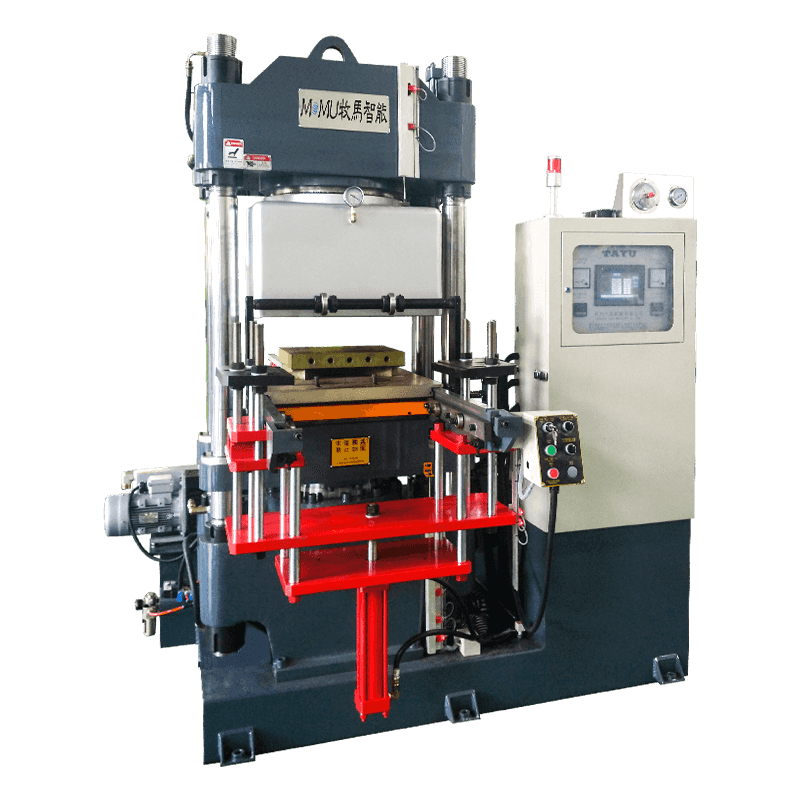
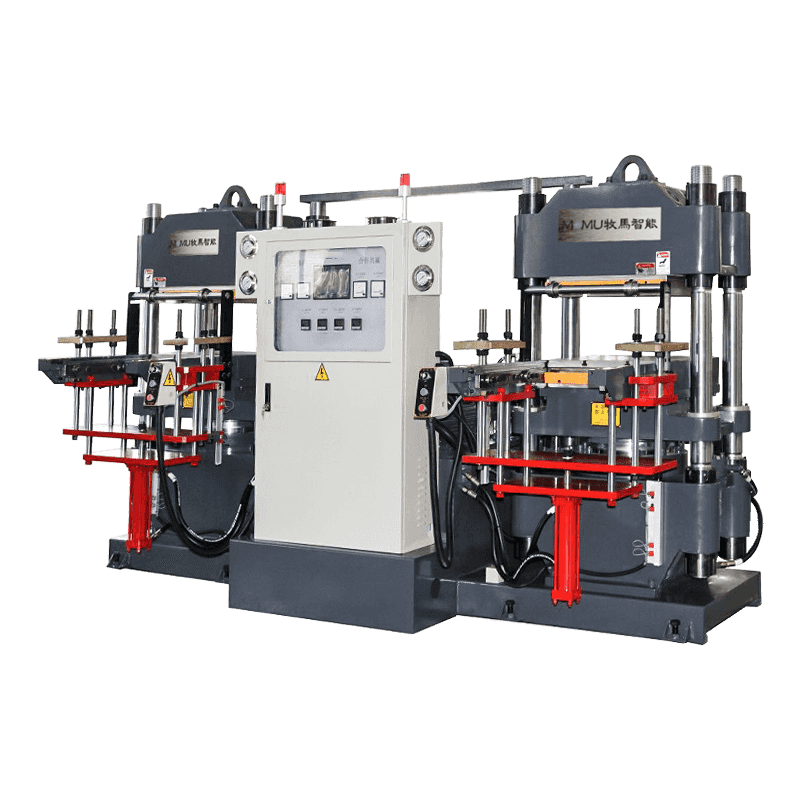
| الصحافة المسطحة في ضوء النهار | فتحة قالب واحدة بين لوحين | أجزاء مطاطية مسطحة صغيرة إلى متوسطة، وأختام، وحشيات |
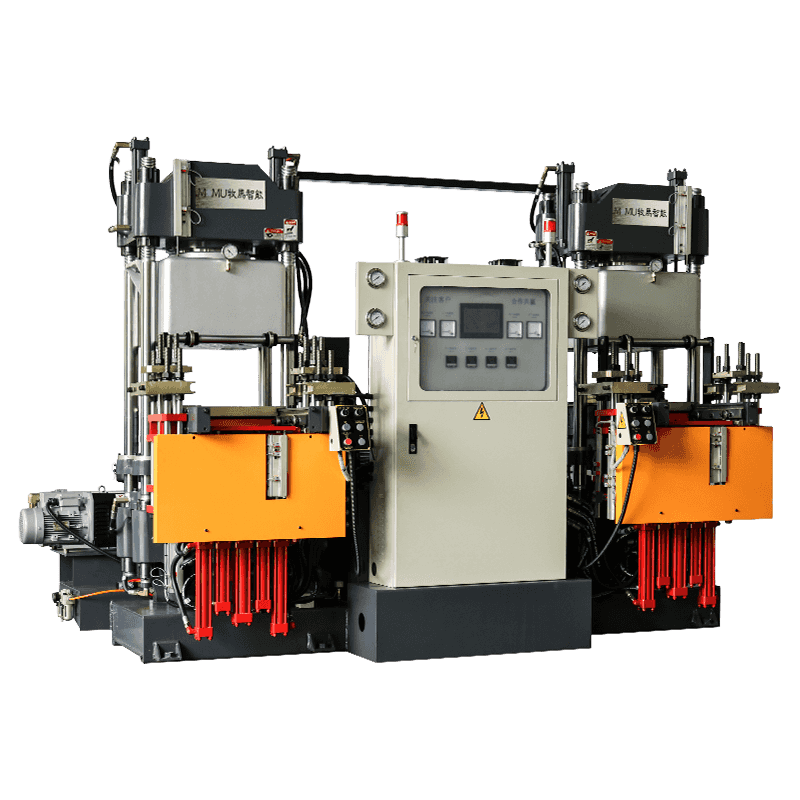
| الصحافة متعددة النهار | فتحات قالب متعددة مكدسة بضغطة واحدة | إنتاج كميات كبيرة من صفائح المطاط المسطحة أو الرقيقة |
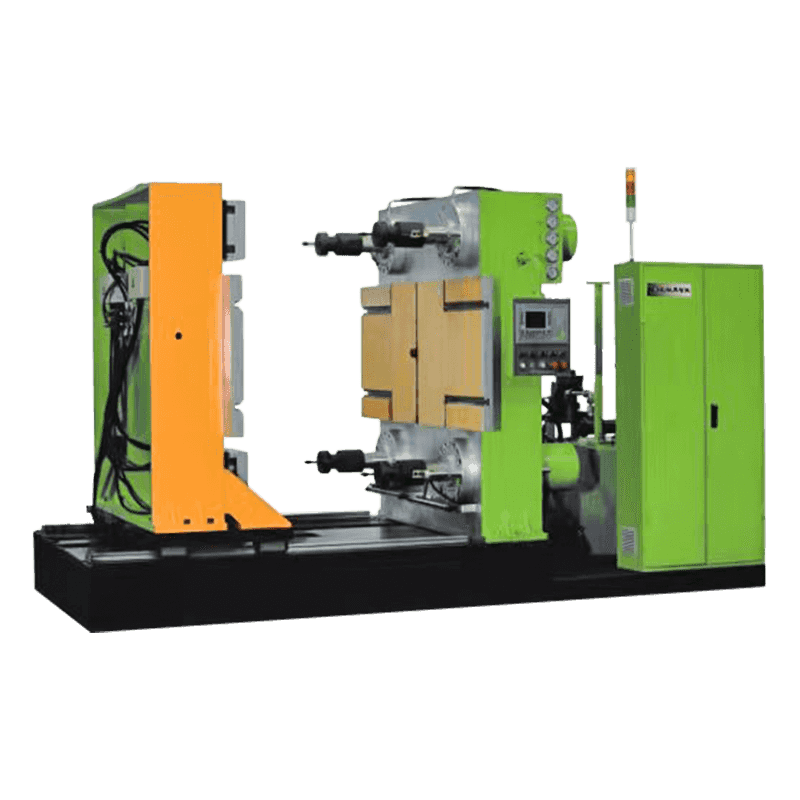
| الصحافة الدوارة أو الدائرية | منصة دوارة متعددة المحطات مع مصدر حرارة ثابت | نعال الأحذية، بيئات الإنتاج المستمر |
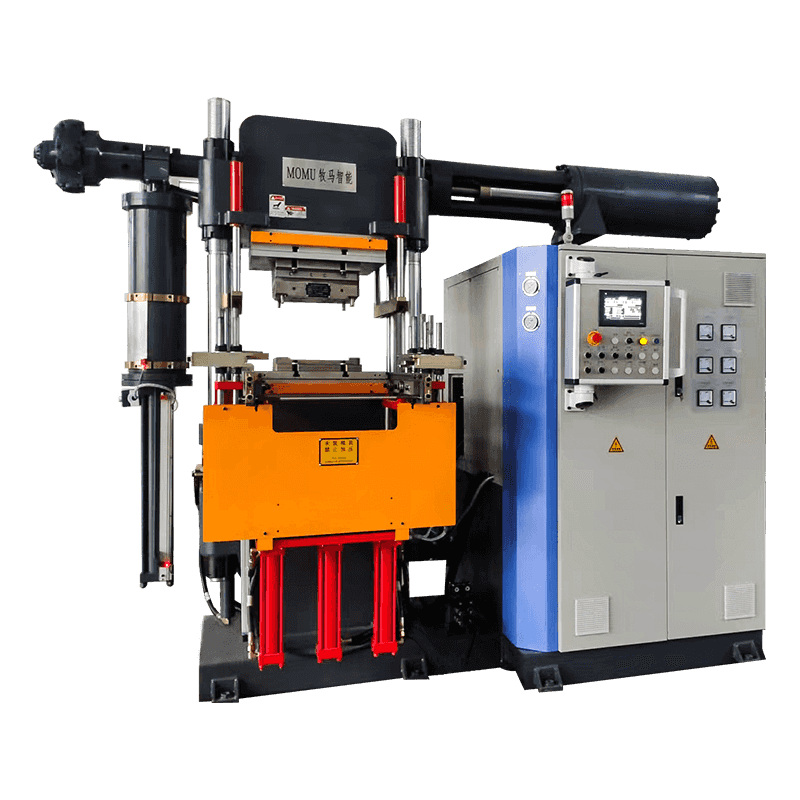
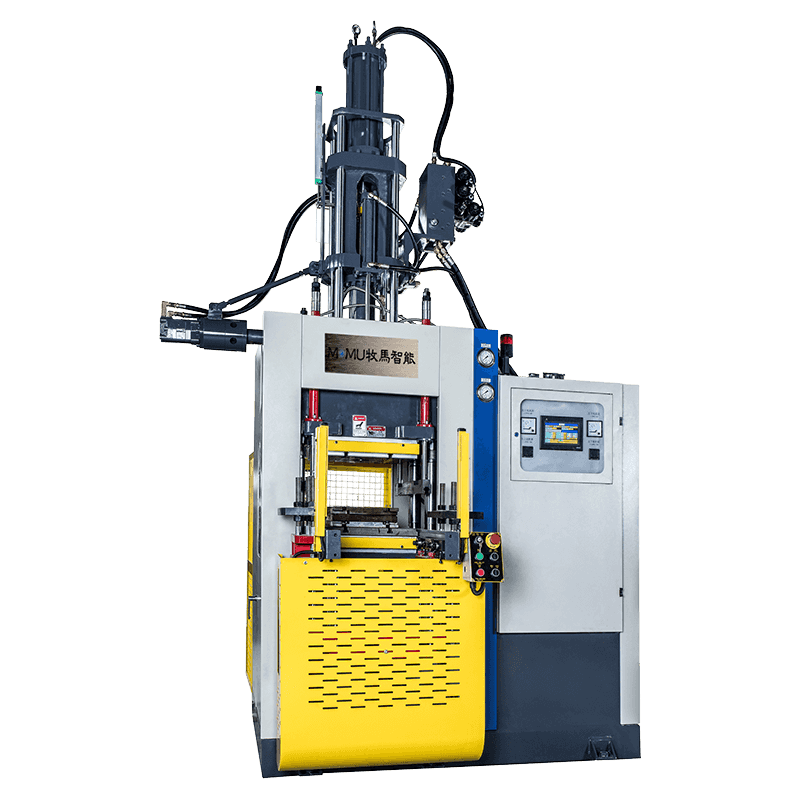
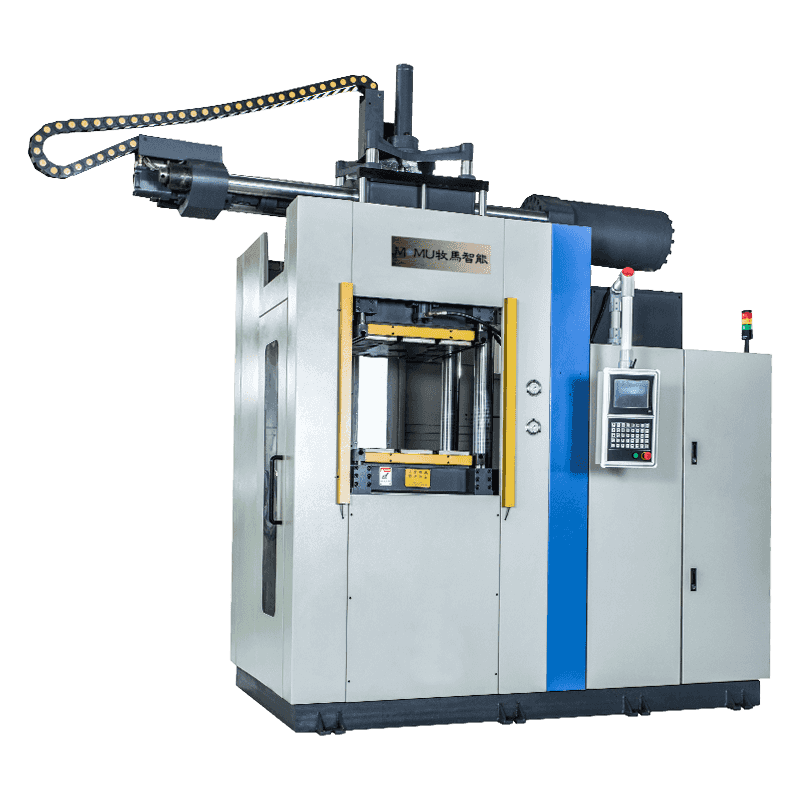
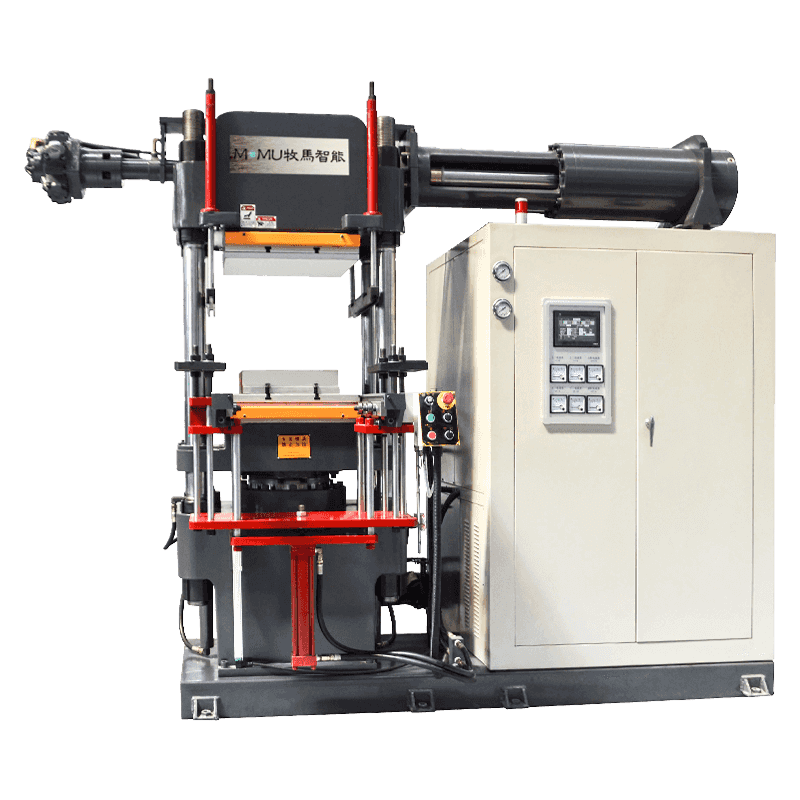
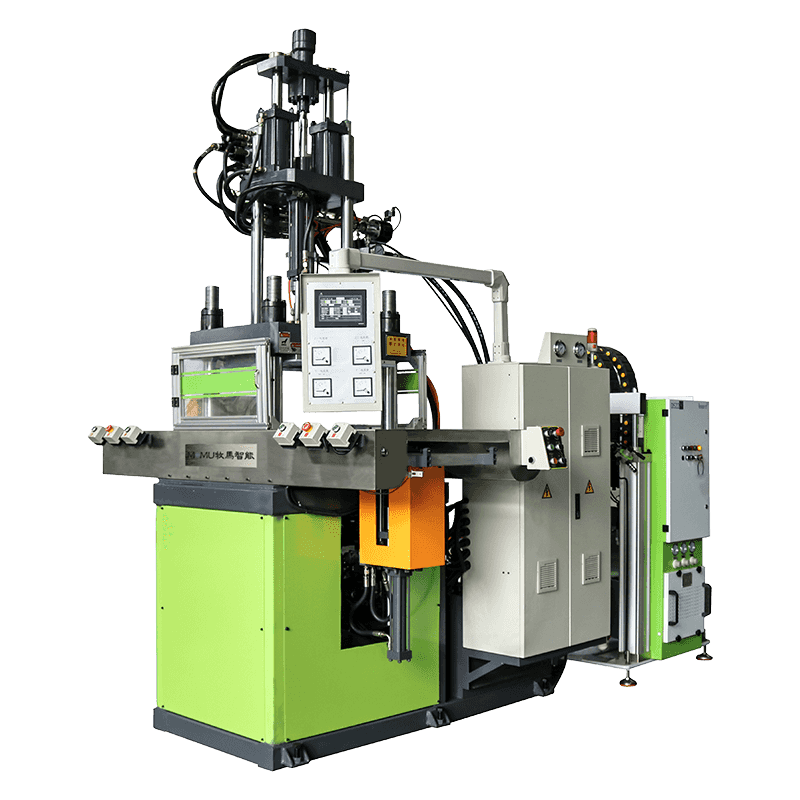
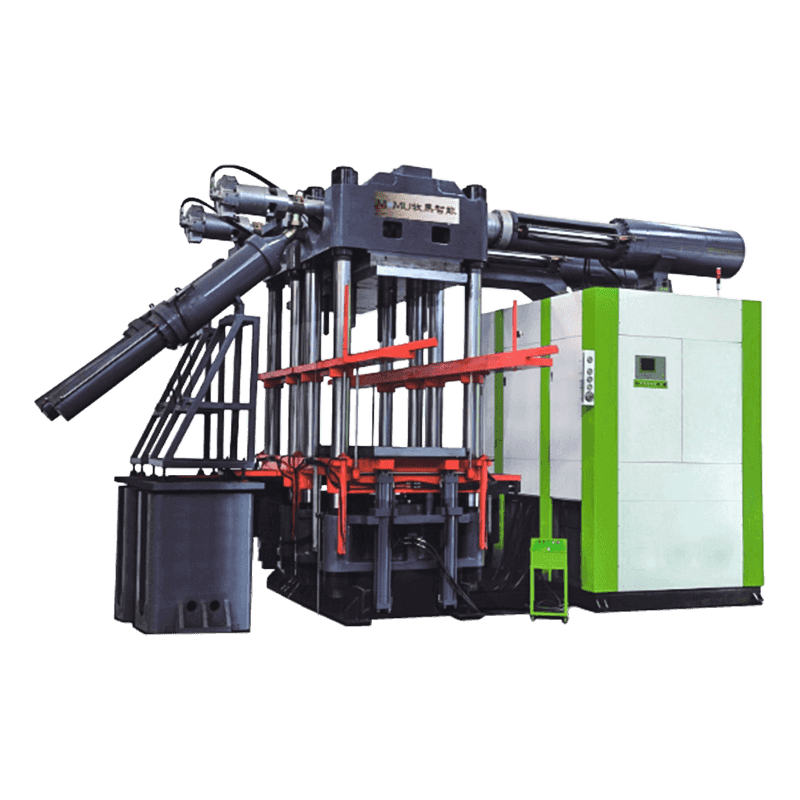
| مكبس الحقن العمودي | يتم حقن المطاط تحت الضغط في قالب مغلق | أجزاء معقدة ثلاثية الأبعاد، ومكونات مقولبة، ومطاط تقني |
| غشاء فراغ الصحافة | غشاء السيليكون المرن يخلق فراغًا وضغطًا | مركبات مرتبطة بالمطاط، ركائز منحنية أو غير منتظمة |
| المختبر / الصحافة مقاعد البدلاء | وحدة مدمجة لضوء النهار مع إمكانية التفريغ | البحث والتطوير، والاختبار المركب، وتشغيل النماذج الأولية الصغيرة |
أdvantages of Vacuum Vulcanizing Over Standard Pressing
إن الاستثمار في قدرة التفريغ على مكبس المطاط التقليدي له ما يبرره من خلال تحسينات قابلة للقياس عبر العديد من مقاييس الجودة والإنتاج. تصبح هذه المزايا ذات أهمية خاصة عند إنتاج أجزاء دقيقة ذات تفاوتات ضيقة في الأبعاد، أو أشكال هندسية معقدة، أو خصائص ميكانيكية مهمة للأداء.
- القضاء على المسامية والفراغات: إزالة الهواء قبل المعالجة تمنع تكوين فقاعات داخلية وحفر سطحية تقلل من قوة الشد والاستطالة وأداء الختم للأجزاء المطاطية. وهذا مهم بشكل خاص بالنسبة للحلقات الدائرية والأغشية والمنتجات المطاطية الطبية حيث تكون السلامة الداخلية غير قابلة للتفاوض.
- تحسين الانتهاء من السطح: تسمح ظروف الفراغ للمركب المطاطي بالتدفق بشكل كامل إلى تفاصيل القالب الدقيقة، مما ينتج عنه حواف أكثر وضوحًا ونقش أكثر وضوحًا للنص أو الشعار، وسطح عام أكثر سلاسة بدون عيوب الهواء المحبوسة.
- خصائص ميكانيكية أكثر اتساقا: تعني الكثافة الموحدة في جميع أنحاء الجزء المعالج صلابة ثابتة، وقوة شد، وقيم مجموعة الضغط عبر الدفعة بأكملها - وهو أمر بالغ الأهمية للأجزاء المستخدمة في الختم، أو عزل الاهتزاز، أو التطبيقات الحاملة.
- انخفاض معدلات الخردة وإعادة العمل: تتطلب العيوب التي يتم اكتشافها عند الفحص إما إعادة العمل أو إلغاء الجزء بأكمله. تعمل الفلكنة الفراغية على تقليل حدوث البثور والمسامية والعيوب القصيرة بشكل كبير، مما يؤدي إلى خفض معدلات الخردة وتكاليف المواد والعمالة المرتبطة بها.
- التوافق مع المركبات الحساسة للرطوبة: بعض تركيبات المطاط المتخصصة، وخاصة مطاط السيليكون وبعض مركبات EPDM، معرضة بشكل خاص للتقرحات السطحية الناجمة عن الرطوبة المتبقية. تعمل المعالجة الفراغية على التخلص من وضع الفشل هذا بشكل موثوق دون الحاجة إلى خطوات تجفيف إضافية.
- ترابط أفضل في مجموعات المطاط بالمعدن والمطاط بالقماش: عندما يتم مبركن المطاط مباشرة على الحشوات المعدنية أو ركائز القماش، فإن الهواء المحبوس في الواجهة يمنع الالتصاق الكامل. يضمن إخلاء الفراغ قبل الضغط الاتصال الحميم بين المطاط والركيزة، مما ينتج روابط أقوى وأكثر موثوقية.
الصناعات والمنتجات التي تعتمد على الفلكنة الفراغية
تخدم آلات فلكنة المطاط الفراغي مجموعة واسعة من الصناعات حيث تؤثر جودة منتجات المطاط بشكل مباشر على السلامة أو الموثوقية أو الامتثال التنظيمي. تمثل القطاعات التالية أهم مجالات التطبيق.
أutomotive Sealing and Gaskets
أutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
التطبيقات الطبية والصيدلانية
يجب أن تستوفي المكونات المصنوعة من السيليكون والمطاط من الدرجة الطبية - بما في ذلك غطاسات المحاقن، وأغشية الصمامات، وأقنعة الجهاز التنفسي، والأنابيب - معايير النقاء والسلامة الهيكلية الصارمة. تعمل الفلكنة الفراغية على التخلص من مخاطر التلوث المرتبطة بالهواء المحبوس مع ضمان نعومة السطح ودقة الأبعاد المطلوبة للمنتجات المتوافقة حيويًا. تتطلب العديد من معايير الأجهزة الطبية ضمنيًا معالجة الفراغ كجزء من ممارسات التصنيع الجيدة للأجزاء المطاطية المقولبة.
صناعة نعل الأحذية
في صناعة الأحذية، يتم استخدام مكابس الفلكنة الفراغية لإنتاج نعال مطاطية ذات مداس حاد وكثافة ثابتة والتصاق قوي بالمواد العلوية. تعد وظيفة التفريغ ذات قيمة خاصة عند تشكيل النعال الخارجية السميكة حيث يمثل احتجاز الهواء في تجاويف المداس العميقة تحديًا مستمرًا في الضغط التقليدي. تُستخدم مكابس الفلكنة الفراغية من النوع الدائري على نطاق واسع في مصانع الأحذية كبيرة الحجم في جميع أنحاء آسيا لهذا التطبيق.
أerospace and Defense Seals
يجب أن تلبي الأختام المطاطية والحلقات الدائرية المستخدمة في الأنظمة الهيدروليكية الفضائية وأنظمة الوقود والضوابط البيئية التفاوتات الصارمة للغاية فيما يتعلق بالصلابة ومجموعة الضغط والتوحيد الداخلي. تعتبر الفلكنة الفراغية ممارسة قياسية لهذه المكونات لأن عواقب فشل الختم أثناء الخدمة تكون شديدة. غالبًا ما تتطلب مواصفات المطاط المستخدمة في مجال الطيران والفضاء قولبة الفراغ بشكل صريح كجزء من عملية التصنيع المعتمدة.
العوامل الرئيسية التي يجب تقييمها عند اختيار الآلة
يتطلب اختيار آلة فلكنة المطاط الفراغية المناسبة لتطبيق إنتاج معين تقييمًا منهجيًا لمتطلبات العملية، وأحجام الإنتاج، والاعتبارات التشغيلية طويلة المدى. غالبًا ما يؤدي إعطاء الأولوية لأقل سعر شراء دون تقييم التكلفة الإجمالية للملكية إلى تكرار مشكلات الجودة وارتفاع تكاليف دورة الحياة.
- حجم الصوانى وفتح ضوء النهار: يجب أن تستوعب أبعاد أسطوانة العمل القالب الأكبر الذي تنوي تشغيله بهامش مناسب. يجب أن تكون فتحة ضوء النهار - الحد الأقصى للفجوة بين الألواح المفتوحة - كافية لارتفاع القالب بالإضافة إلى إزالة الأجزاء.
- أقصى قوة لقط: احسب قوة التثبيت المطلوبة عن طريق ضرب المساحة المتوقعة لتجويف القالب الخاص بك بضغط القالب المطلوب (عادةً من 5 إلى 20 ميجا باسكال اعتمادًا على مركب المطاط وهندسة الأجزاء). يجب أن تتجاوز الحمولة المقدرة للآلة هذا الرقم بشكل مريح.
- أchievable vacuum level and pump capacity: تأكد من أن الماكينة يمكن أن تصل إلى -0.095 ميجا باسكال أو أفضل وأن سعة مضخة التفريغ مطابقة لحجم تجويف القالب بحيث يتم تحقيق مستوى الفراغ المستهدف خلال فترة زمنية مقبولة.
- نطاق درجة الحرارة ومواصفات التوحيد: تحقق من أن درجة حرارة التشغيل القصوى تغطي درجة حرارة معالجة مركب المطاط الخاص بك، واطلب بيانات موحدة موثقة لدرجة حرارة اللوح - من الناحية المثالية ±2 درجة مئوية أو أفضل عبر سطح اللوح بالكامل.
- نظام التحكم وتسجيل البيانات: بالنسبة للإنتاج ذي الجودة الحرجة، قم بإعطاء الأولوية للآلات التي تحتوي على تسجيل كامل لبيانات العملية وإدارة الوصفات وتسجيل سجل التنبيهات. تدعم هذه الإمكانات متطلبات نظام الجودة ISO ومتطلبات نظام الجودة الخاصة بالصناعة وتبسط تحليل السبب الجذري عند حدوث العيوب.
- أfter-sales support and spare parts availability: تتطلب أنظمة التفريغ والمكونات الهيدروليكية وعناصر التسخين صيانة دورية واستبدالًا نهائيًا. تأكد من أن الشركة المصنعة أو وكيلها المحلي يمكنه توفير قطع الغيار المهمة على الفور، وقم بمراجعة شروط الضمان ومدى توفر مهندسي الخدمة في الموقع قبل الالتزام بالمورد.
ممارسات الصيانة التي تحمي أداء الماكينة
أ vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- قم بفحص زيت مضخة التفريغ واستبداله على فترات زمنية محددة من قبل الشركة المصنعة - عادةً كل 500 إلى 1000 ساعة تشغيل - حيث أن تلوث الزيت يقلل بشكل كبير من كفاءة المضخة ومستوى التفريغ الذي يمكن تحقيقه.
- افحص حشوات ختم القالب والحلقات الدائرية قبل كل عملية إنتاج واستبدلها على الفور عند اكتشاف تآكل أو مجموعة ضغط أو تلف، حيث إن تسرب الختم البسيط يمنع الوصول إلى مستوى الفراغ المستهدف.
- التحقق من توحيد درجة حرارة الصوانى بشكل دوري باستخدام قياس مزدوج حراري متعدد النقاط، وإعادة معايرة وحدات التحكم في درجة الحرارة PID إذا تجاوزت الانحرافات المواصفات.
- راقب حالة الزيت الهيدروليكي وحالة الفلتر، واستبدل المرشحات والسوائل وفقًا لجدول الصيانة لمنع تآكل الصمام وتسرب الأسطوانة الذي قد يتسبب في عدم تناسق قوة التثبيت.
- حافظ على أسطح الأسطوانة نظيفة وخالية من تراكم الوميض المطاطي، حيث أن البقايا المتراكمة تخلق تلامسًا غير متساوٍ مع القوالب وتتسبب في تغيرات موضعية في الضغط ودرجة الحرارة مما يؤدي إلى تدهور جودة القطعة.