ما الذي يجعل قولبة حقن LSR مختلفة بشكل أساسي
إن قولبة حقن مطاط السيليكون السائل (LSR) هي عملية تصنيع دقيقة تختلف عن قولبة حقن اللدائن الحرارية التقليدية في كل معلمة مهمة تقريبًا. عندما يقوم قولبة اللدائن الحرارية بحقن مادة ساخنة في قالب مبرد للتصلب، فإن قولبة LSR تفعل العكس: يتم حقن مركب سيليكون سائل بارد مكون من مكونين في قالب ساخن حيث يخضع لتفاعل ربط متشابك بالإضافة إلى المعالجة ويتفكك بشكل دائم إلى جزء مطاطي مرن ومتين. يحدد هذا الانقلاب الحراري - الحقن البارد في قالب ساخن - بنية الماكينة بالكامل، وفلسفة تصميم القالب، واستراتيجية التحكم في العملية المطلوبة لإنتاج LSR ناجح. إن فهم هذا الانعكاس الأساسي هو نقطة البداية لأي شخص يقوم بتحديد أو تشغيل أو تصميم آلة قولبة حقن LSR.
يتم توفير مركبات LSR كأنظمة مكونة من جزأين: الجزء A يحتوي على البوليمر الأساسي مع محفز بلاتيني، والجزء B يحتوي على حزمة الارتباط المتشابك والمثبط. يتم تخزين هذين المكونين بشكل منفصل لمنع الشفاء المبكر، ويتم قياسهما بنسبة 1:1 بواسطة نظام الجرعات الخاص بالماكينة، ويتم مزجهما في خلاط ثابت مباشرة قبل الحقن، ويتم تسليمهما إلى القالب في تدفق مكيف حراريًا ومتحكم فيه بدرجة عالية. يجب الحفاظ على نظام معالجة المواد والحقن بالكامل عند درجات حرارة تتراوح بين 5 درجات مئوية و25 درجة مئوية لمنع التجلن المبكر، بينما يعمل القالب في نفس الوقت عند درجة حرارة 150 درجة مئوية إلى 220 درجة مئوية لدفع المعالجة الكاملة السريعة. تعد إدارة هذا التباين الحراري في جميع أنحاء الماكينة والقالب هو التحدي الهندسي المركزي لقولبة حقن LSR.
المكونات الأساسية لآلة التشكيل بالحقن LSR
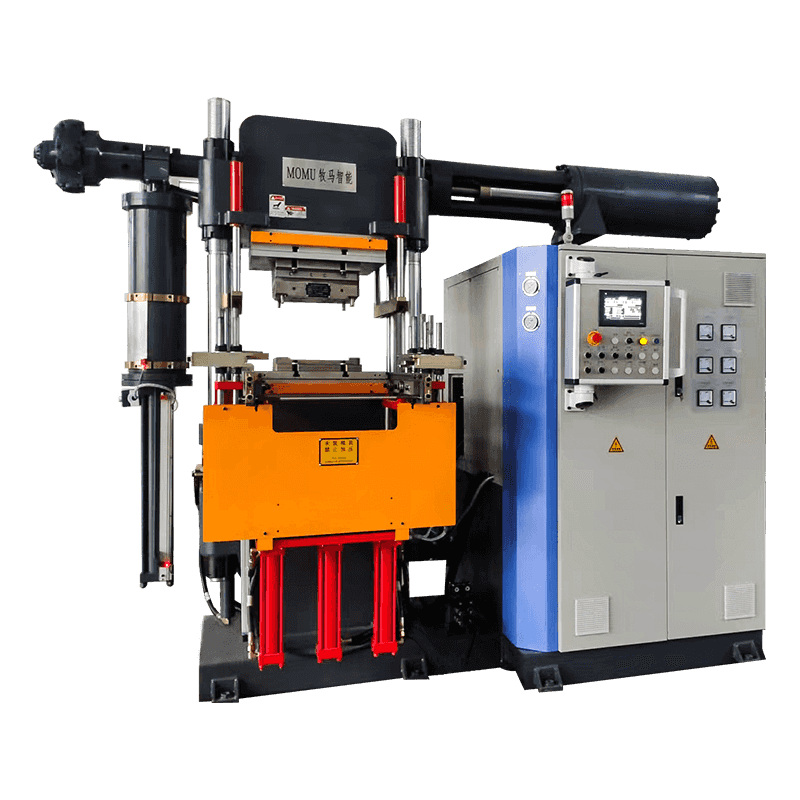
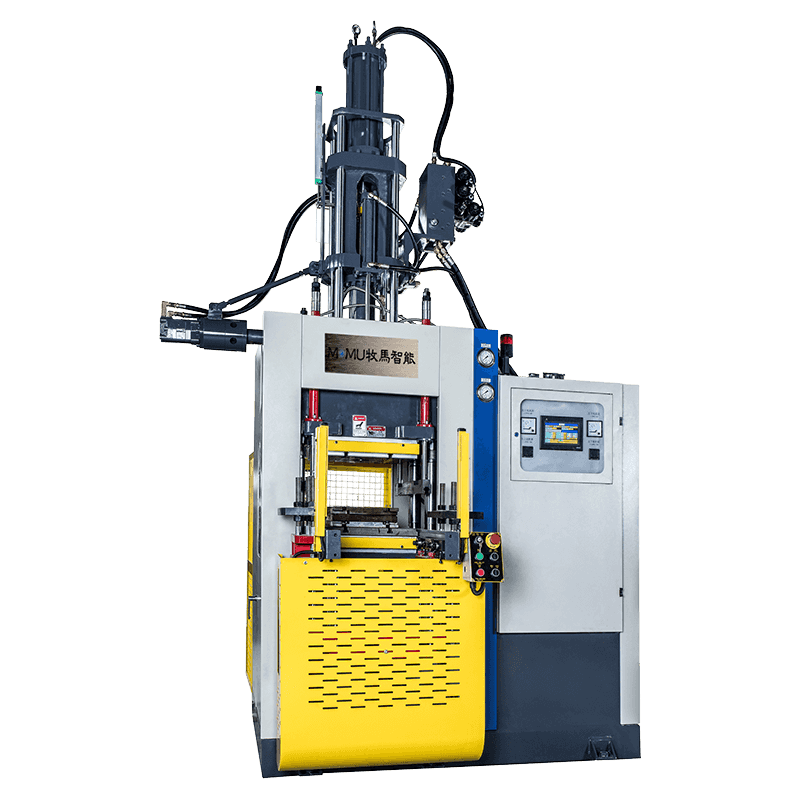
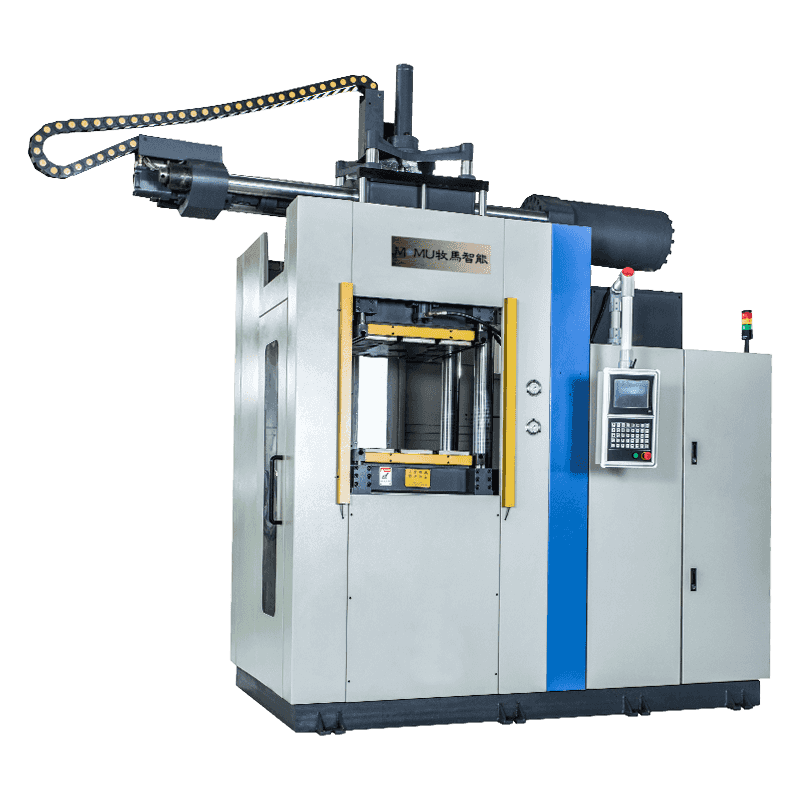
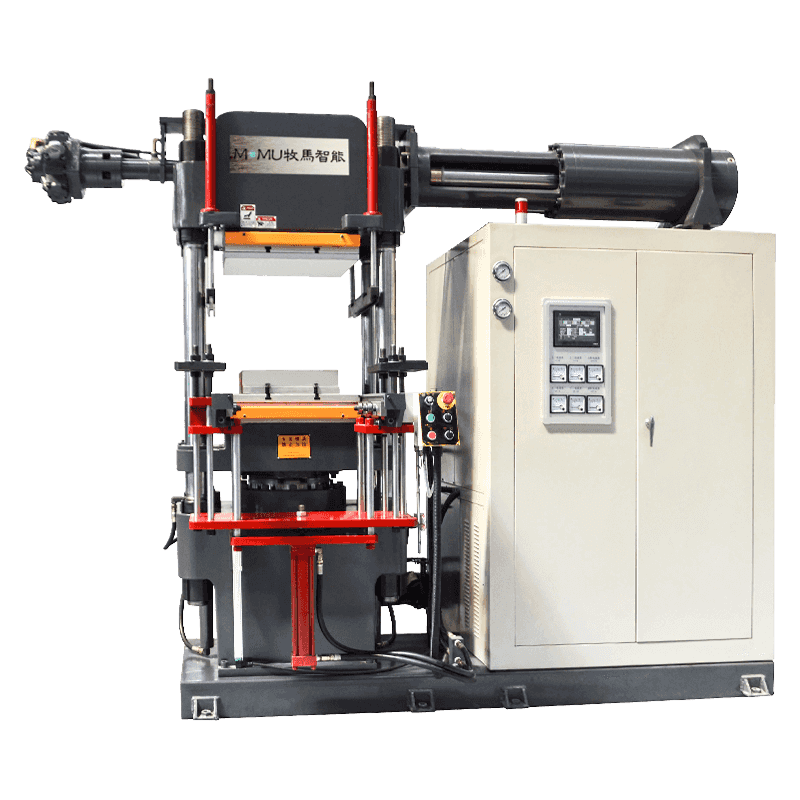
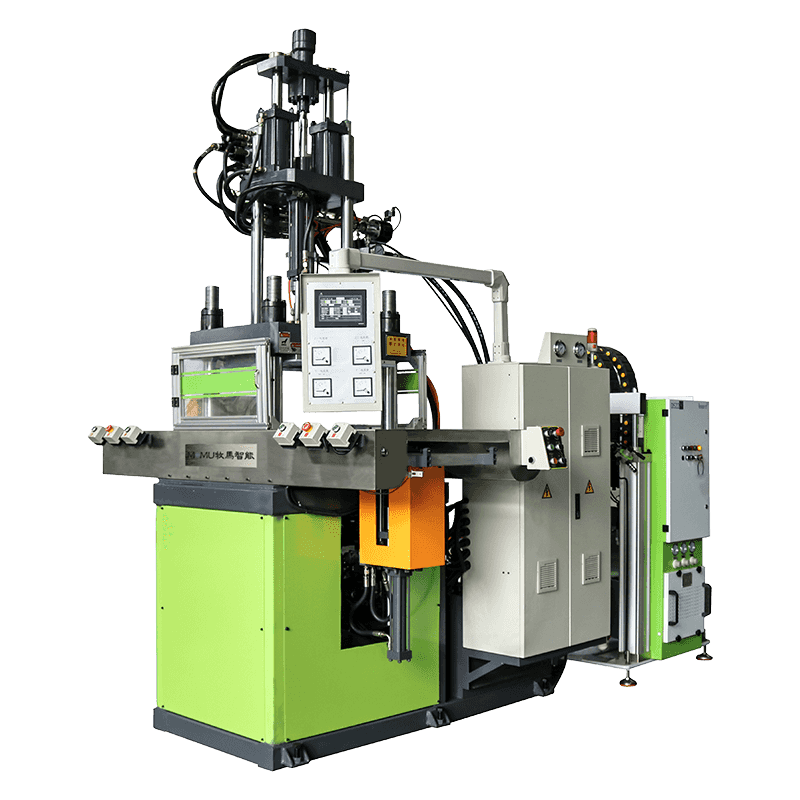
ان آلة التشكيل بالحقن LSR هو نظام متكامل يتكون من عدة أنظمة فرعية يجب أن تعمل بتنسيق دقيق لتقديم جودة متسقة للأجزاء. على عكس آلة حقن اللدائن الحرارية القياسية حيث يقوم البرميل والمسمار بالتلدين والحقن، فإن وحدة الحقن في آلة LSR مصممة خصيصًا للتعامل مع سائل مكون من مكونين منخفض اللزوجة وحساس للحرارة. يلعب كل نظام فرعي دورًا محددًا وغير قابل للاستبدال في العملية.
نظام القياس والجرعات ثنائي المكونات
يقوم نظام القياس بسحب الجزء أ والجزء ب من براميل الإمداد أو الدلاء باستخدام لوحات المتابعة التي تحافظ على الضغط المستمر على سطح المادة وتمنع دخول الهواء. توفر مضخات التروس الدقيقة أو مضخات القياس من النوع المكبس كلا المكونين في وقت واحد بنسبة حجمية 1:1 يتم التحكم فيها بدقة، مع دقة النسبة عادةً ما تكون ضمن ±1% لضمان كثافة الوصلات المتشابكة والصلابة النهائية. تشتمل العديد من الأنظمة أيضًا على خط جرعات الأصباغ - وهو تيار قياس ثالث يقدم خليطًا ملونًا أو إضافات وظيفية إلى رأس الخلط بنسب قابلة للبرمجة، مما يتيح إنتاج متعدد الألوان أو جرعات مضافة دون تحضير مركب يدوي. توفر مستشعرات الضغط وأجهزة قياس التدفق في جميع أنحاء دائرة الجرعات ردود فعل في الوقت الفعلي تؤدي إلى إطلاق الإنذارات وتوقف الماكينة في حالة اكتشاف انحراف النسبة أو حالات شاذة في التدفق.

نظام الخلط الثابت والعداء البارد
بعد القياس، يمر المكونان عبر خلاط ثابت يمكن التخلص منه - وهو أنبوب يحتوي على سلسلة من عناصر الخلط الحلزونية التي تقسم تدريجيًا وتعيد تجميع تيارات المواد حتى يتم تحقيق المزج المتجانس الكامل، عادةً في حدود 20 إلى 40 عنصر خلط اعتمادًا على لزوجة المركب وجودة المزيج المرغوبة. يدخل المركب المختلط بعد ذلك إلى نظام العداء البارد في القالب، وهو عبارة عن مشعب معزول حرارياً يتم الحفاظ عليه عند نفس درجة الحرارة الباردة مثل برميل الحقن - عادة أقل من 20 درجة مئوية - باستخدام دوائر تبريد المياه التي تعمل بشكل مستقل عن التحكم في درجة حرارة القالب الساخن. يحتفظ العداء البارد بـ LSR غير المعالج بين اللقطات، مما يمنع هدر المواد ويتيح الإزالة التلقائية لأن ذباب العداء البارد والمجاري الباردة تظل سائلة ويتم سحبها مع فتح القالب، دون ترك أي خردة عداء معالجة لقصها أو إعادة تدويرها.
برميل الحقن والمسمار الترددي
يستقبل برميل الحقن مركب LSR المختلط من مشعب العداء البارد ويستخدم برغيًا تردديًا منخفض الضغط لتجميع جرعة من المادة وحقنها في تجاويف القالب. على عكس البراغي البلاستيكية الحرارية، والتي تم تصميمها لتوليد الحرارة من خلال القص، فإن براغي الحقن LSR لها نسب ضغط منخفضة جدًا (عادةً 1:1 إلى 1.2:1) وهي مصممة لنقل المواد بأقل قدر من تسخين القص لتجنب التسبب في معالجة مبكرة في البرميل. يتم تغليف مجموعة البرميل بالكامل بتبريد الماء للحفاظ على درجة حرارة المادة أقل من عتبة تنشيط محفز البلاتين. تعد دقة حجم اللقطة أمرًا بالغ الأهمية في قولبة LSR نظرًا لأن المادة ذات لزوجة منخفضة للغاية وسوف تومض عبر الفجوات الصغيرة حتى إذا تجاوز حجم اللقطة حجم التجويف - يتراوح ضغط الحقن النموذجي لـ LSR من 100 إلى 250 بار، وهو أقل بكثير من ضغوط حقن اللدائن الحرارية.
مبادئ تصميم القالب الخاصة بمعالجة LSR
يتبع تصميم قالب LSR المبادئ التي تعتبر في كثير من النواحي عكس تصميم قالب اللدائن الحرارية. نظرًا لأن LSR ينكمش قليلاً عند المعالجة (عادةً انكماش خطي بنسبة 2-4٪ اعتمادًا على ظروف المركب والعلاج) وله لزوجة منخفضة للغاية في حالته غير المعالجة، يجب تصميم القالب بتفاوتات أكثر إحكامًا لخط الفراق، واستراتيجيات تنفيس أكثر عدوانية، وبنية حرارية تعزز المعالجة السريعة والموحدة في جميع أنحاء التجويف. يستخدم بناء القالب عادةً فولاذ الأدوات المقسى بدرجة P20 أو H13، مع أسطح تجويف مصقولة إلى Ra 0.05 ميكرومتر أو أفضل لتحقيق التشطيب السطحي المطلوب للأجزاء LSR الطبية أو البصرية أو الاستهلاكية.
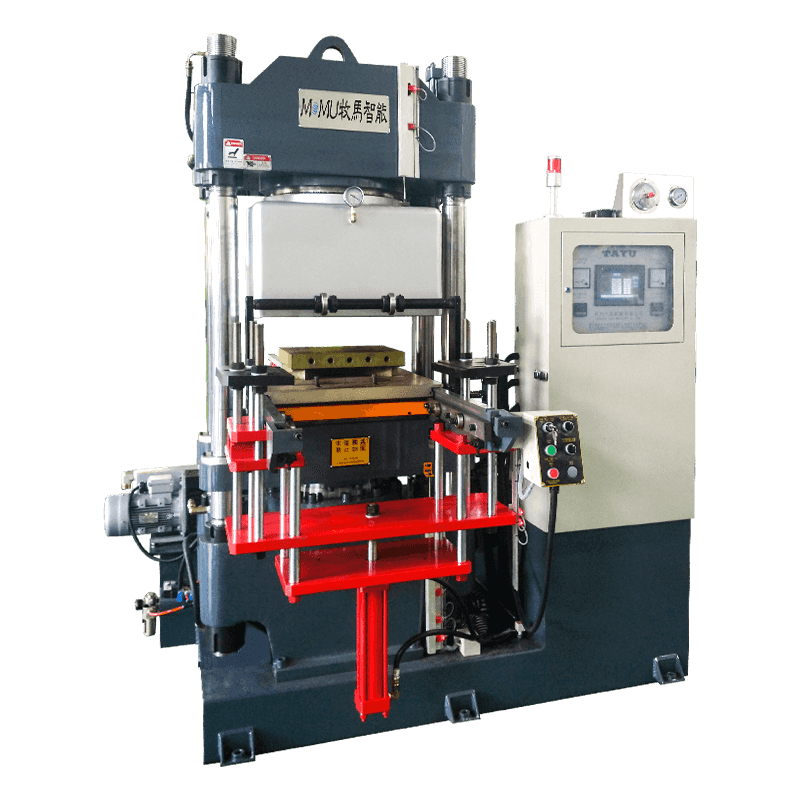
تفاوتات خط الفراق ومنع الوميض
اللزوجة المنخفضة لـ LSR - عادةً ما تتراوح بين 50000 إلى 300000 مللي باسكال عند درجة حرارة الحقن - تعني أنها ستخترق فجوات صغيرة تصل إلى 0.004 مم عند ضغط الحقن، مما ينتج وميضًا رفيعًا للغاية، ويصعب قصه، وغير مقبول في التطبيقات الدقيقة. يجب أن تكون أسطح خطوط الفراق مسطحة حتى حدود 0.005 مم عبر وجه القالب، ويجب أن تكون قوة التثبيت كافية لإبقاء خط الفراق مغلقًا ضد ضغط التجويف طوال فترة الحقن والمعالجة. يتم حساب قوة التثبيت المطلوبة بناءً على مساحة الجزء المتوقعة وضغط التجويف الأقصى، مع تطبيق عامل أمان نموذجي يتراوح بين 1.5 إلى 2. بالنسبة لقالب LSR متعدد التجاويف الذي ينتج مكونات طبية صغيرة، فإن قوى التثبيت التي تتراوح من 50 إلى 150 طنًا شائعة حتى بالنسبة للآلات ذات أحجام الطلقات المتواضعة.
استراتيجية التنفيس للإخلاء الجوي
لا يمكن للهواء المحصور في تجاويف قالب LSR أن يتسرب عبر المادة كما يحدث في بعض عمليات اللدائن الحرارية حيث يتم امتصاص الغاز في المصهور. ينتج الهواء المحبوس في LSR فراغات وملء غير مكتمل وعيوب سطحية تظهر بشكل خاص في مركبات LSR الشفافة أو شبه الشفافة. يتم استخدام استراتيجيتين للتنفيس في تصميم قالب LSR: التنفيس السلبي من خلال فتحات خط الفراق الأرضية الدقيقة بعمق يتراوح من 0.003 إلى 0.005 مم الموضوعة في مواقع التعبئة الأخيرة، والتهوية الفراغية النشطة التي تقوم فيها مضخة التفريغ بإخلاء تجاويف القالب المغلقة من خلال قنوات تنفيس مخصصة مباشرة قبل الحقن. يعد صب LSR بمساعدة الفراغ أمرًا إلزاميًا للأجزاء الهندسية المعقدة، أو الجدران الرقيقة التي يقل سمكها عن 0.5 مم، أو التطبيقات التي يكون فيها محتوى الفراغ الصفري من متطلبات الجودة، كما هو الحال في المكونات الطبية القابلة للزرع.
التصميم الحراري وتخطيط نظام التدفئة
تعد درجة حرارة العفن الموحدة ضرورية لمعدل علاج ثابت عبر جميع التجاويف، خاصة في الأدوات متعددة التجاويف حيث ينتج اختلاف درجة الحرارة بين التجاويف أجزاء ذات صلابة وانكماش وخواص ميكانيكية مختلفة. تعد سخانات الخرطوشة الكهربائية هي طريقة التسخين الأكثر شيوعًا لقوالب LSR، حيث يتم تركيبها في أنماط محددة بدقة تحقق توحيد درجة الحرارة ضمن ±3 درجة مئوية عبر سطح التجويف عند قياسها في ظروف إنتاج الحالة المستقرة. تحافظ وحدات التحكم في درجة حرارة القالب المخصصة لواجب LSR على دقة نقطة الضبط البالغة ±1 درجة مئوية وتستجيب بسرعة لاستخراج الحرارة الناتج عن حقن LSR البارد على سطح القالب الساخن في كل دورة. يوفر وضع المزدوج الحراري على مسافة 5 مم من سطح التجويف - وليس في قاعدة القالب - ردود فعل أكثر تمثيلاً لدرجة حرارة التجويف وتحكمًا أكثر إحكامًا.
معلمات العملية الرئيسية وتأثيرها على جودة الجزء
يتطلب التحكم في عملية صب حقن LSR لإنتاج أجزاء متسقة وخالية من العيوب فهم كيفية تأثير كل معلمة عملية على النتيجة النهائية. يلخص الجدول التالي المعلمات الحرجة ونطاقات التشغيل النموذجية الخاصة بها وسمات الجودة التي تؤثر عليها بشكل أساسي:
| المعلمة | النطاق النموذجي | تأثير الجودة الأولية |
| درجة حرارة العفن | 150-220 درجة مئوية | علاج الاكتمال، وزمن الدورة، والانكماش |
| سرعة الحقن | سرعة المسمار 10-80 مم/ثانية | ملء التوازن، انحباس الهواء، خطر فلاش |
| ضغط الحقن | 100-250 بار | ملء التجويف، فلاش خط الفراق |
| وقت العلاج | 15-90 ثانية | الخواص الميكانيكية، قابلية التمزق الجزئي |
| درجة حرارة المادة (برميل) | 5-25 درجة مئوية | وعاء الحياة، ومنع الجيل المبكر |
| نسبة الجرعات (أ:ب) | 1:1 ± 1% | الصلابة، كثافة التشابك، مجموعة الضغط |
يعد وقت المعالجة مؤثرًا بشكل خاص لأن أجزاء LSR غير المعالجة تتمزق أثناء عملية التشكيل، في حين أن وقت دورة النفايات المفرطة في المعالجة دون تحسين الخواص الميكانيكية بشكل كبير بمجرد تحقيق كثافة التشابك الكاملة. يتم تحديد الحد الأدنى لوقت المعالجة لدرجة حرارة العفن المحددة من خلال دراسة المعالجة التي يتم فيها تقطيع الأجزاء على فترات زمنية أقصر بشكل تدريجي واختبار قوة التمزق وضبط الضغط حتى يتم تحديد الحد الأدنى المقبول لوقت المعالجة. في الإنتاج، يتم إضافة هامش أمان بنسبة 10-15% إلى الحد الأدنى لوقت المعالجة لمراعاة الاختلاف الطبيعي في العملية.
تصميم أجزاء LSR من أجل قابلية التشكيل والأداء
يتطلب تصميم الأجزاء لقولبة الحقن LSR مراعاة المزيج الفريد للمادة من المرونة العالية والمعامل المنخفض والانكماش الكبير في المعالجة. تنطبق العديد من قواعد التصميم على وجه التحديد على LSR والتي تختلف عن إرشادات تصميم مطاط السيليكون الحراري ومطاط السيليكون المضغوط:
- توحيد سمك الجدار: يتدفق LSR بسهولة إلى أقسام رقيقة، ولكن سمك الجدار غير الموحد بدرجة كبيرة ينتج عنه معدلات علاج تفاضلية وإجهاد متبقي يسبب الالتواء بعد القالب. إن الحفاظ على تباين سمك الجدار ضمن نسبة 3:1 كحد أقصى - وبشكل مثالي 2:1 - عبر الجزء يقلل من هذا التأثير. يجب أن تكون التحولات بين المقاطع السميكة والرفيعة تدريجية بنصف القطر بدلاً من الخطوات المفاجئة.
- زوايا مشروع لdemolding: على الرغم من أن المرونة العالية لـ LSR تعني أنه يمكن تمديده فوق القطع السفلية وإخراجه من القالب، إلا أن زوايا السحب من 3 درجات إلى 5 درجات لكل جانب على الجدران الداخلية تقلل من قوة التشكيل المطلوبة وتطيل عمر القالب. بالنسبة للأسطح المركبة أو المرتبطة، يوصى بزوايا سحب أعلى تتراوح من 5 درجات إلى 10 درجات لمنع تمزق نسيج السطح أثناء إخراج الأجزاء.
- موقع البوابة وحجمها: يجب وضع بوابات LSR في المقطع العرضي الأكثر سمكًا للجزء للسماح بتدفق المادة من السميك إلى الرقيق، مما يقلل من خطر اللقطات القصيرة في الميزات الدقيقة. يتم فصل بوابات الأنفاق والبوابات الدبوسية بشكل نظيف في LSR بسبب الاسترداد المرن للمادة، مما يجعلها مفضلة على بوابات الحافة التي تترك علامات شاهدة تتطلب تشذيبًا يدويًا.
- تعويض الانكماش في أبعاد التجويف: ينكمش LSR بنسبة 2-4% خطيًا بعد التشكيل والمعالجة اللاحقة، ويجب توسيع أبعاد التجويف بالانكماش المتوقع لتحقيق أبعاد الجزء المستهدف. يختلف الانكماش باختلاف مقياس التحمل المركب، ودرجة حرارة المعالجة، وهندسة الأجزاء، لذا فإن التجارب الأولية للأداة ضرورية لمعايرة الانكماش الفعلي لكل تصميم مركب وقالب محدد قبل الانتهاء من الأداة.
العيوب الشائعة في صب LSR وأسبابها الجذرية
حتى مع القوالب المصممة جيدًا والآلات التي تم تكوينها بشكل صحيح، فإن قوالب حقن LSR تكون عرضة لمجموعة من العيوب المتكررة التي تتطلب تشخيصًا منهجيًا وتعديل العملية لحلها. يعد تحديد السبب الجذري لكل عيب - سواء كان يكمن في الآلة أو القالب أو المادة أو معلمات العملية - أمرًا ضروريًا لتنفيذ إجراء تصحيحي فعال بدلاً من إخفاء الأعراض بتغييرات المعلمات التعويضية.
- فلاش: عيب LSR الأكثر شيوعًا، الناتج عن ضغط الحقن المفرط، أو عدم كفاية قوة التثبيت، أو تآكل أسطح خطوط الفواصل أو عدم تحملها، أو انحراف القالب تحت ضغط التجويف. تتضمن الإجراءات التصحيحية التحقق من كفاية قوة التثبيت، وإعادة طحن أسطح خطوط الفصل، وتقليل سرعة الحقن والضغط، والتحقق من استواء لوحة القالب وحالة عمود الدعم.
- لقطات قصيرة وملء غير مكتمل: ناتج عن عدم كفاية حجم الطلقة، أو فتحات التهوية المسدودة، أو انحباس الهواء، أو المواد التي تبلورت جزئيًا في البرميل أو العداء البارد بسبب رحلة درجة الحرارة. يعد فحص قنوات التهوية وتنظيفها، والتحقق من درجات حرارة البرميل والمجرى البارد، وزيادة حجم اللقطة قليلاً، هي الخطوات التشخيصية الأولى.
- التمزق أثناء التشكيل: يشير إلى نقص المعالجة بسبب عدم كفاية وقت المعالجة أو انخفاض درجة حرارة العفن. يؤدي تمديد وقت المكوث أو رفع درجة حرارة العفن بمقدار 5-10 درجات مئوية إلى حل معظم مشكلات التمزق. قد يشير التمزق المستمر في الهندسة المعقدة إلى مشكلة في تصميم القالب حيث تخلق هندسة الأجزاء تركيزات إجهاد أثناء الطرد تتطلب تعديل التصميم.
- اختلاف الصلابة بين التجاويف: يحدث بسبب درجة حرارة العفن غير المنتظمة عبر لوحة التجويف، مما ينتج عنه معدلات علاج مختلفة في تجاويف مختلفة. يحدد رسم الخرائط الحرارية لسطح القالب أثناء الإنتاج المناطق الساخنة والباردة، ويتم إجراء تعديلات على وضع السخان أو توزيع الطاقة لتحقيق التوحيد الحراري ضمن المواصفات.