ماكينات حقن العوازل تمثل تقدمًا حاسمًا في إنتاج المكونات الكهربائية، خاصة لتصنيع المواد العازلة عالية الجودة المستخدمة في نقل الطاقة وأنظمة التوزيع والتطبيقات الكهربائية المختلفة. تجمع هذه الآلات المتخصصة بين الهندسة الدقيقة وتقنية معالجة البوليمر المتقدمة لإنشاء مكونات عازلة تلبي معايير السلامة الكهربائية الصارمة ومتطلبات الأداء. لقد أدى تطور هذه الآلات إلى تغيير الطريقة التي يتعامل بها المصنعون مع إنتاج العوازل، مما أتاح زيادة أحجام الإنتاج وتحسين الاتساق وخصائص المواد المحسنة التي تعتبر ضرورية للبنية التحتية الكهربائية الحديثة.
يستمر الطلب العالمي على العوازل الكهربائية الموثوقة في النمو مع توسع شبكات الطاقة وانتشار أنظمة الطاقة المتجددة. لقد برزت تقنية القولبة بالحقن باعتبارها طريقة التصنيع المفضلة نظرًا لقدرتها على إنتاج أشكال هندسية معقدة بدقة أبعاد ممتازة مع الحفاظ على خصائص العزل الكهربائي الهامة المطلوبة للعزل الكهربائي. يعد فهم القدرات ومعايير الاختيار والاعتبارات التشغيلية لهذه الآلات أمرًا ضروريًا للمصنعين الذين يسعون إلى تحسين عمليات الإنتاج الخاصة بهم وتقديم منتجات عازلة فائقة الجودة إلى السوق.
فهم التكنولوجيا الأساسية وراء صب حقن العوازل
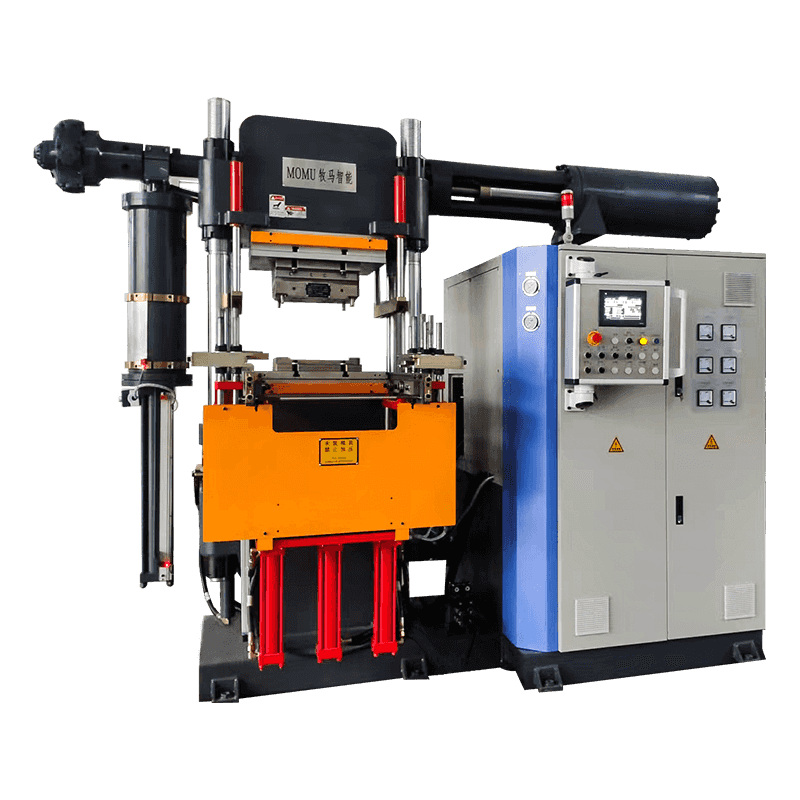
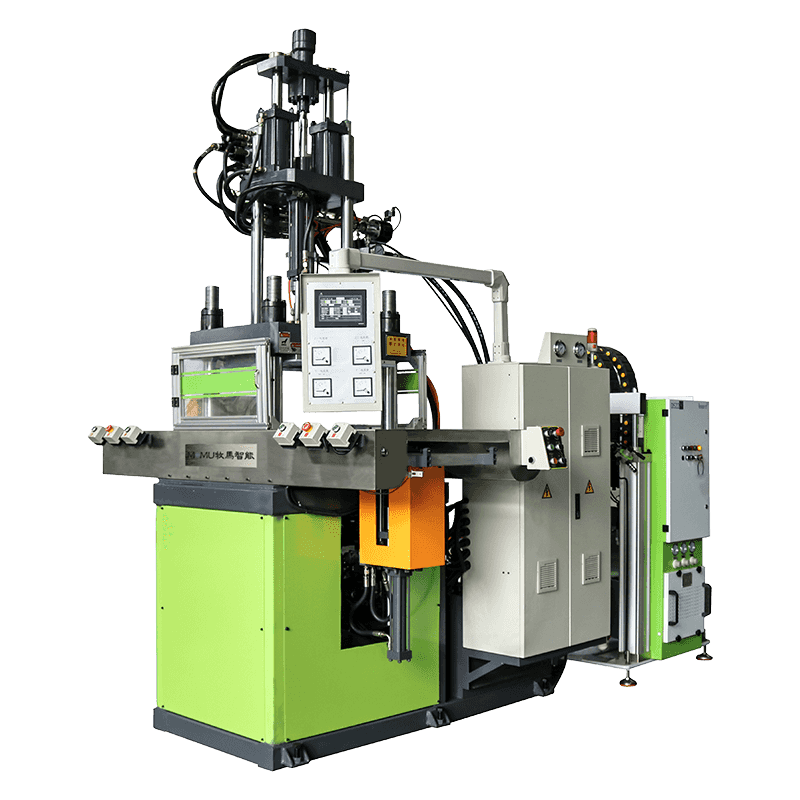
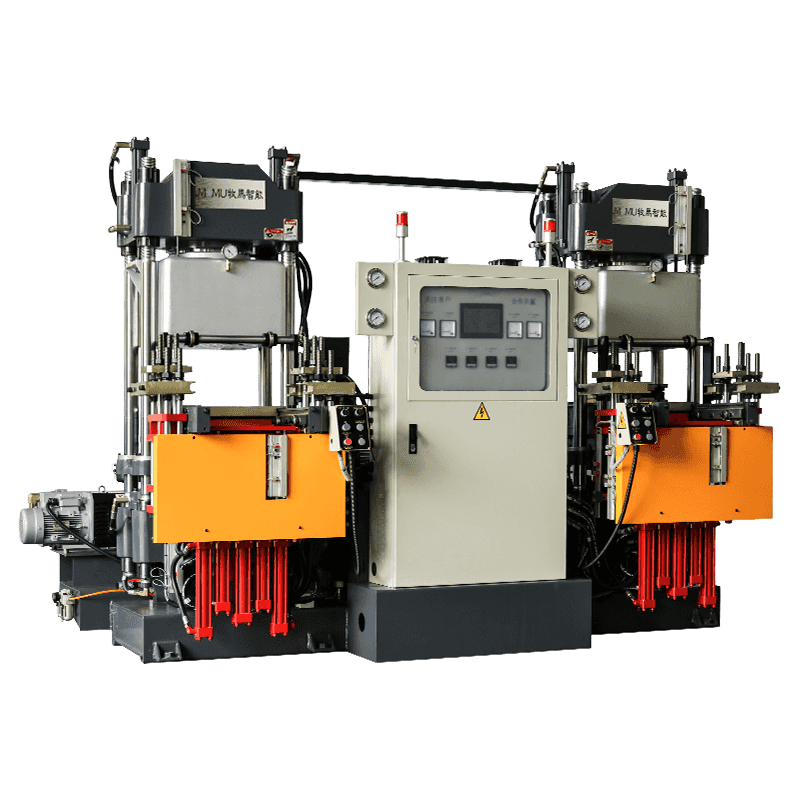
تعمل آلات قولبة حقن العوازل وفقًا للمبادئ الأساسية التي تم تكييفها خصيصًا لمعالجة المواد البلاستيكية الحرارية والمواد المتصلدة بالحرارة ذات خصائص عزل ممتازة. تبدأ العملية بمواد البوليمر الخام، عادةً راتنجات الإيبوكسي، أو مطاط السيليكون، أو البولي إيثيلين، أو غيرها من المركبات المتخصصة، التي يتم تغذيتها في برميل ساخن حيث يتم صهرها وتجانسها. يتم بعد ذلك حقن المادة المنصهرة تحت ضغط عالٍ في قوالب مصممة بدقة تحدد الشكل النهائي والأبعاد للمكون العازل.
ما يميز آلات قولبة حقن العوازل عن معدات قولبة الحقن القياسية هو تكوينها المتخصص للتعامل مع المواد ذات الخصائص الكهربائية والحرارية المحددة. تشتمل هذه الآلات على أنظمة دقيقة للتحكم في درجة الحرارة والتي تحافظ على ظروف المعالجة المثالية للبوليمرات العازلة، والتي غالبًا ما تكون لها نوافذ معالجة ضيقة. تم تصميم وحدات الحقن للتعامل مع المواد ذات اللزوجة المختلفة وقد تتضمن ميزات مثل التفريغ الفراغي للتخلص من الجيوب الهوائية التي يمكن أن تؤثر على قوة العزل الكهربائي.
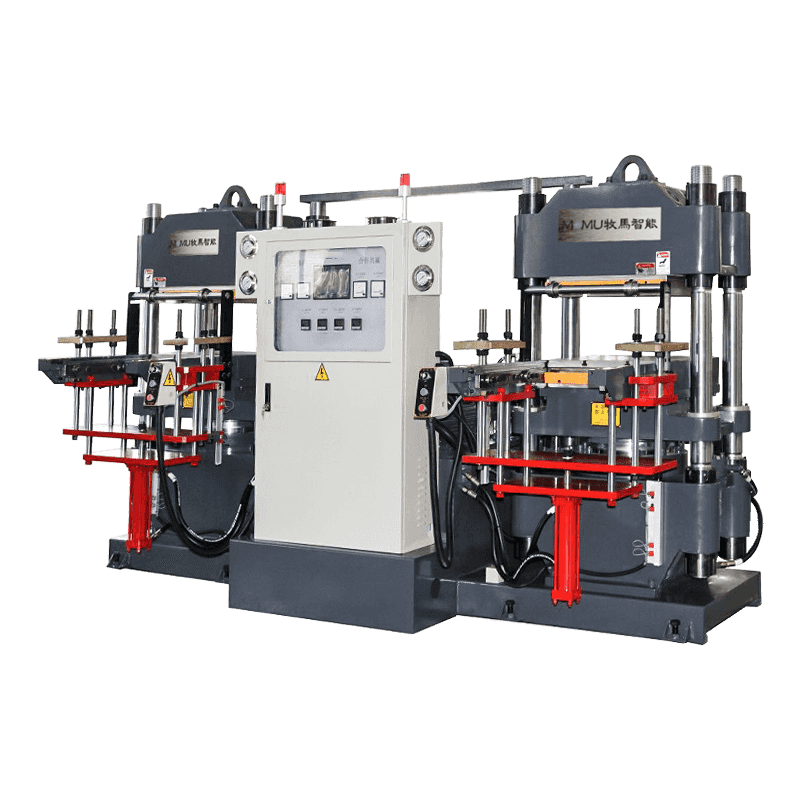
يجب أن يوفر نظام التثبيت في هذه الآلات قوة كافية لإبقاء القوالب مغلقة أثناء الحقن مع استيعاب خصائص التمدد الحراري للمواد العازلة. تتميز الآلات الحديثة عادةً بأنظمة قيادة مؤازرة هيدروليكية أو كهربائية بالكامل توفر تحكمًا دقيقًا في سرعة الحقن والضغط ووقت الاحتفاظ - وهي المعلمات التي تؤثر بشكل مباشر على الخواص الكهربائية للمنتج النهائي والقوة الميكانيكية وتشطيب السطح.
المواد الرئيسية التي تتم معالجتها في قوالب حقن العوازل
يعد اختيار المواد العازلة المناسبة أمرًا أساسيًا لنجاح إنتاج العوازل. تتطلب التطبيقات المختلفة مواد ذات خصائص مقاومة كهربائية وميكانيكية وبيئية محددة. يساعد فهم هذه المواد الشركات المصنعة على تحديد التكوين المناسب للماكينة ومعلمات المعالجة.
| نوع المادة | التطبيقات الأولية | الخصائص الرئيسية |
| راتنجات الايبوكسي | عوازل الجهد العالي، البطانات | قوة عازلة ممتازة، والاستقرار الحراري |
| مطاط السيليكون | العوازل الخارجية، ملحقات الكابلات | مقاومة الطقس، الكارهة للماء، المرونة |
| البولي ايثيلين (بي) | عزل الكابلات، مكونات الجهد المنخفض | انخفاض فقدان العزل الكهربائي، ومقاومة الرطوبة |
| مركبات BMC/DMC | أجزاء قواطع الدائرة، المفاتيح الكهربائية | مقاومة القوس، واستقرار الأبعاد |
تتطلب كل فئة من فئات المواد تكوينات محددة للماكينة ومعلمات المعالجة. تتطلب المواد المتصلدة بالحرارة مثل راتنجات الإيبوكسي ومركبات BMC آلات ذات تصميمات لولبية متخصصة وملفات تسخين لبدء عملية المعالجة والتحكم فيها داخل القالب. لا يمكن إعادة صهر هذه المواد بمجرد معالجتها، مما يجعل التحكم في العملية أمرًا بالغ الأهمية لتقليل النفايات وضمان الجودة المتسقة. على العكس من ذلك، توفر المواد البلاستيكية الحرارية مثل البولي إيثيلين مرونة في إعادة المعالجة ولكنها تتطلب تحكمًا دقيقًا في التبريد لتحقيق التبلور الأمثل والخواص الكهربائية.
مواصفات الماكينة المهمة ومعايير الاختيار
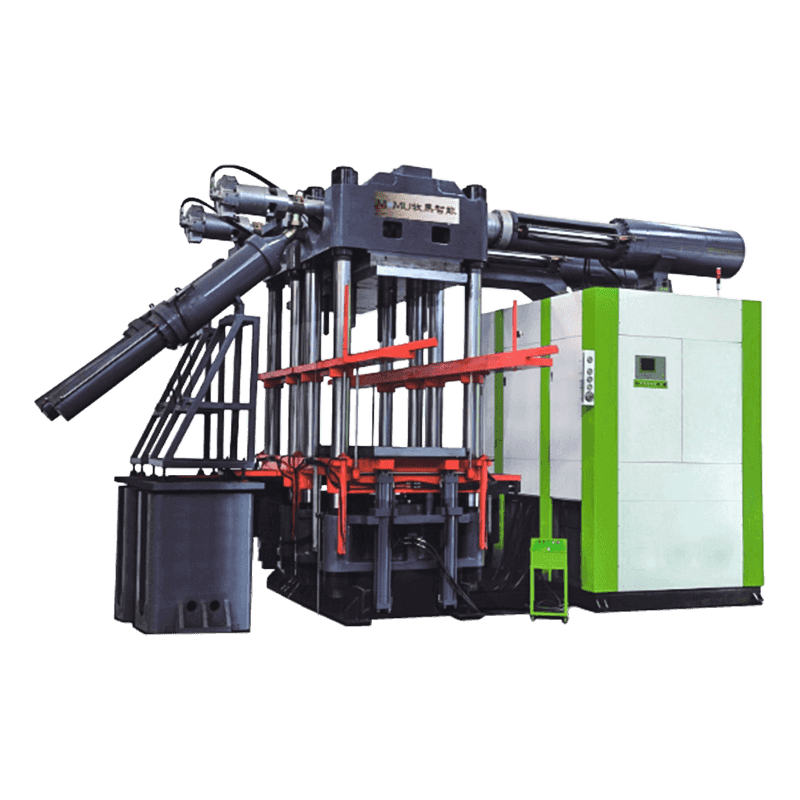
يتطلب اختيار آلة قولبة حقن العوازل المناسبة دراسة متأنية للمواصفات الفنية المتعددة التي تتوافق مع متطلبات الإنتاج وخصائص المنتج. تمثل قوة التثبيت أحد أهم المواصفات الأساسية، وتتراوح عادة من 50 إلى 2000 طن لإنتاج العوازل. يجب أن تكون هذه المعلمة كافية لمواجهة ضغط الحقن ومنع انفصال القالب، مما قد يتسبب في تكوين وميض وعدم دقة الأبعاد. تعتمد قوة التثبيت المطلوبة على المساحة المتوقعة للجزء وضغط الحقن اللازم لملء الأشكال الهندسية المعقدة.
تحدد سعة الحقن وحجم اللقطة الحد الأقصى لكمية المادة التي يمكن حقنها في دورة واحدة. بالنسبة لتصنيع العازل، يجب أن تأخذ هذه المواصفات في الاعتبار ليس فقط حجم الجزء ولكن أيضًا نظام التشغيل وأي نفايات محتملة. يتم اختيار الماكينات عادةً باستخدام قدرة الطلقة بنسبة 40-70% لضمان التلدين المتسق وتجنب تدهور المواد نتيجة لوقت المكوث الزائد في البرميل.
تعتبر العوامل التالية ضرورية عند تقييم مواصفات الماكينة:
- تصميم لولبي ونسبة L/D مناسبة للمادة العازلة المحددة، مع براغي مخصصة للمركبات المتصلدة بالحرارة تتميز بنسب ضغط منخفضة وصمامات عدم رجوع مناسبة للمواد التفاعلية
- مناطق التحكم في درجة الحرارة ذات قدرة تسخين وتبريد كافية للحفاظ على خصائص حرارية دقيقة، وخاصة بالنسبة للمواد ذات نوافذ المعالجة الضيقة
- إمكانات التحكم في سرعة الحقن والضغط التي تسمح لملفات الحقن متعددة المراحل بتحسين أنماط التدفق وتقليل الضغوط الداخلية
- أنظمة التحكم في درجة حرارة العفن التي يمكنها الحفاظ على درجات حرارة ثابتة عبر أسطح العفن الكبيرة، وغالبًا ما تتطلب وحدات خارجية للتحكم في درجة الحرارة مع إمكانيات التدفئة والتبريد
- التحكم في تطور النظام من خلال تسجيل البيانات ومراقبة العمليات وتكامل مراقبة الجودة لضمان إمكانية التتبع والإنتاج المتسق
تحسين عمليات الإنتاج للعوازل عالية الجودة
يتطلب تحقيق الجودة المتسقة في إنتاج العوازل تحسينًا دقيقًا لمعلمات عملية القولبة بالحقن. العلاقة بين ظروف المعالجة وخصائص المنتج النهائي معقدة، حيث تتفاعل متغيرات متعددة للتأثير على الأداء الكهربائي والقوة الميكانيكية ودقة الأبعاد. ربما تكون إدارة درجة الحرارة هي العامل الأكثر أهمية، حيث تؤثر على خصائص تدفق المواد، ومعدلات المعالجة للمواد المتصلدة بالحرارة، وسلوك التبلور في اللدائن الحرارية.
يجب تحديد ملفات تعريف درجة حرارة البرميل بعناية بناءً على المادة المحددة التي تتم معالجتها. بالنسبة للعوازل القائمة على الإيبوكسي، عادة ما يتم الحفاظ على درجات الحرارة بين 80-120 درجة مئوية للحفاظ على سائل الراتنج دون معالجة سابقة لأوانها. تكون درجات حرارة العفن للمواد المتصلدة بالحرارة أعلى بكثير، غالبًا ما تكون 150-180 درجة مئوية، لتسهيل المعالجة الكاملة خلال أوقات الدورة المقبولة. تتطلب درجات حرارة العفن المرتفعة هذه أنظمة تسخين وعزلًا متخصصًا للحفاظ على الاستقرار الحراري وسلامة المشغل.

سرعة الحقن وتحسين الضغط
تؤثر مرحلة الحقن بشكل خطير على البنية الداخلية للمنتج النهائي وجودة السطح. يمكن أن تتسبب سرعات الحقن العالية في النفث، وعلامات التدفق، والتسخين المفرط للقص، مما قد يؤدي إلى تدهور البوليمر أو إنشاء واجهات ضعيفة. على العكس من ذلك، قد يؤدي الحقن البطيء للغاية إلى ملء غير كامل، خاصة في الأشكال الهندسية المعقدة ذات المقاطع الرقيقة أو مسارات التدفق الطويلة. تسمح ملفات الحقن متعددة المراحل للمصنعين بموازنة هذه المتطلبات المتنافسة، وذلك باستخدام سرعات أعلى لملء المواد السائبة تليها سرعات أبطأ مع اقتراب القالب من الاكتمال.
يضمن الضغط والوقت التعبئة الكافية لتجويف القالب عندما تبرد المادة وتنكمش. بالنسبة للعوازل، تعتبر التعبئة المناسبة ضرورية لتقليل الفراغات والحفاظ على تفاوتات الأبعاد. ويتراوح ضغط التثبيت عادة من 40-70% من الحد الأقصى لضغط الحقن ويتم الحفاظ عليه حتى تصلب البوابة، مما يمنع التدفق العكسي مع تعويض الانكماش الحجمي.
اعتبارات تصميم القالب للعوازل الكهربائية
يمثل القالب عنصرًا حاسمًا في نظام قولبة حقن العوازل، مما يؤثر بشكل مباشر على جودة المنتج وكفاءة الإنتاج وتكاليف التصنيع. يجب تصميم قوالب العازل مع الاهتمام الدقيق بالمتطلبات الكهربائية، ودمج الميزات التي تعزز التوزيع الموحد للمواد، وتقليل تركيزات الضغط، وتسهيل التعبئة الكاملة للأشكال الهندسية المعقدة مثل المظلات، والأضلاع، وواجهات أجهزة التثبيت.
يؤثر تصميم البوابة وموقعها بشكل كبير على خصائص المنتج النهائي. بالنسبة للعوازل، يتم وضع البوابات عادةً لضمان التعبئة المتوازنة وتقليل خطوط اللحام في المناطق عالية الضغط. يمكن استخدام أنظمة بوابات متعددة للعوازل الكبيرة لتقليل ضغوط الحقن وتحسين توزيع المواد. يجب تحديد نوع البوابة - سواء كانت حافة أو غواصة أو عداء ساخن - بناءً على خصائص المواد وهندسة الأجزاء والمتطلبات الجمالية.
يعد التنفيس أمرًا بالغ الأهمية بشكل خاص بالنسبة لقوالب العازل نظرًا لمتطلبات العزل الكهربائي للمنتج النهائي. يمكن للهواء المحبوس أن يخلق فراغات تركز الضغط الكهربائي وتؤدي إلى فشل مبكر. يجب دمج قنوات تنفيس مناسبة، بعمق 0.02-0.05 مم عادةً، عند نقاط انتهاء التدفق وحول المسامير الأساسية بينما تكون ضحلة بدرجة كافية لمنع وميض المواد.
مراقبة الجودة ومعايير الاختبار
يمتد ضمان الجودة في تصنيع العوازل إلى ما هو أبعد من التحقق من الأبعاد ليشمل الاختبار الكهربائي والتحقق من صحة خصائص المواد. تشتمل عمليات حقن صب العوازل الحديثة على أنظمة مراقبة مباشرة تتتبع معلمات العملية الحرجة في الوقت الفعلي، مما يوفر تعليقات فورية حول استقرار العملية وتمكين التدخل السريع عند حدوث انحرافات.
تتضمن بروتوكولات الاختبار الكهربائي للعوازل المقولبة عادةً اختبار قوة العزل الكهربائي، والذي يتحقق من قدرة المادة على تحمل مستويات الجهد المحددة دون حدوث عطل. يتم إجراء هذا الاختبار على أجزاء العينة من كل دفعة إنتاج باستخدام معدات اختبار الجهد العالي المعايرة. قد تشمل الاختبارات الكهربائية الإضافية قياسات المقاومة السطحية والحجمية، وتقييم مقاومة التتبع، واختبار التفريغ الجزئي لتطبيقات الجهد العالي.
يضمن اختبار الخصائص الميكانيكية قدرة العوازل على تحمل ضغوط التثبيت وأحمال الخدمة. تشمل الاختبارات الشائعة قوة الشد وقوة الانثناء وقياسات مقاومة الصدمات. يحاكي الاختبار البيئي تأثيرات الشيخوخة من خلال التجوية المتسارعة، والتدوير الحراري، والتعرض للمواد الكيميائية أو الأشعة فوق البنفسجية، مما يؤكد موثوقية أداء العازل على المدى الطويل.
أفضل ممارسات الصيانة والتشغيل
إن الحفاظ على آلات قولبة حقن العوازل في حالة مثالية يتطلب برامج صيانة وقائية منهجية تتناول كلا من الأنظمة الميكانيكية والحرارية. يؤدي الفحص والصيانة المنتظمان إلى منع التوقف غير المتوقع وضمان جودة المنتج المتسقة. تتطلب الأنظمة الهيدروليكية تغييرات دورية للزيت واستبدال الفلتر واختبار الضغط للحفاظ على التحكم سريع الاستجابة ومنع التلوث. تحتاج الآلات الكهربائية المؤازرة إلى فحص منتظم للبراغي الكروية والأدلة الخطية والمكونات الكهربائية لضمان الدقة والموثوقية.
تتطلب مجموعة البرميل والمسمار اهتمامًا خاصًا نظرًا لتعرضها لدرجات الحرارة المرتفعة والحشوات الكاشطة الشائعة في المركبات العازلة. إن الفحص المنتظم لأنماط التآكل، وإجراءات التطهير المناسبة بين تغييرات المواد، واستبدال المكونات البالية في الوقت المناسب، يمنع مشكلات الجودة وتلوث المواد. يجب معايرة أجهزة استشعار درجة الحرارة وعناصر التسخين بشكل دوري لضمان التحكم الحراري الدقيق.
يمثل تدريب المشغلين جانبًا غالبًا ما يتم الاستهانة به في إنتاج العوازل الناجحة. يمكن للموظفين المدربين جيدًا تحديد علامات الإنذار المبكر لانحراف العملية، والاستجابة بشكل مناسب لمشكلات الجودة، وتحسين إعدادات الماكينة للمنتجات أو المواد الجديدة. يجب أن تغطي برامج التدريب الشاملة تشغيل الماكينة، وبروتوكولات السلامة، ومناولة المواد، وإجراءات فحص الجودة، والتقنيات الأساسية لاستكشاف الأخطاء وإصلاحها. يتيح توثيق معلمات العملية وأنشطة الصيانة ومقاييس الجودة التحسين المستمر ويوفر بيانات قيمة لتحسين العملية وحل المشكلات.