ما هي آلة صب ضغط المطاط؟
أ آلة صب ضغط المطاط عبارة عن مكبس هيدروليكي تم تصميمه خصيصًا لتشكيل مركبات المطاط من خلال تطبيق الحرارة والضغط المتحكم فيهما داخل تجويف القالب المغلق. على عكس قولبة الحقن، حيث يتم دفع المادة إلى القالب من خلال نظام عداء، فإن القولبة بالضغط تضع شحنة مطاطية تم قياسها مسبقًا - تسمى التشكيل - مباشرة في تجويف القالب المفتوح. تقوم المكبس بعد ذلك بإغلاق القالب تحت ضغط هيدروليكي عالٍ مع تطبيق الحرارة في نفس الوقت، مما يتسبب في تدفق المطاط وملء التجويف والفلكنة إلى شكل صلب دائم. والنتيجة هي مكون مطاطي نهائي يحاكي هندسة القالب بدقة.
تعتبر هذه الآلات أساسية للصناعات التي تعتمد على المكونات المطاطية الدقيقة: أنظمة إغلاق السيارات، والحشيات الصناعية، ومخمدات الاهتزاز الفضائية، ومكونات الأجهزة الطبية، ونعال الأحذية، والسلع الاستهلاكية. تُقدر عملية القولبة بالضغط لبساطتها، وتكلفة الأدوات المنخفضة نسبيًا مقارنة بالقولبة بالحقن، وملاءمتها لمجموعة واسعة من مركبات المطاط بما في ذلك المطاط الطبيعي، والسيليكون، وEPDM، والنيوبرين، والنيتريل (NBR)، والمطاط الفلوري (FKM). الآلة نفسها هي البيئة الخاضعة للرقابة التي تجعل الفلكنة المتسقة والمتكررة ممكنة على نطاق الإنتاج.
مبدأ العمل الأساسي: الحرارة والضغط والفلكنة
يدور مبدأ التشغيل لآلة تشكيل ضغط المطاط حول ثلاثة متغيرات مترابطة: درجة الحرارة والضغط ووقت المعالجة. تحدد هذه العناصر معًا ما إذا كان الجزء المطاطي المصبوب يلبي المواصفات المادية المقصودة أم أنه يفشل بسبب المعالجة المنخفضة أو المعالجة الزائدة أو عدم دقة الأبعاد.
يتم تركيب القالب - الذي يتم تصنيعه عادةً من الفولاذ أو الألومنيوم المقسى - بين الألواح العلوية والسفلية للمكبس الهيدروليكي. تعمل عناصر التسخين الكهربائية أو دوائر البخار المدمجة في الألواح على نقل الحرارة عبر القالب إلى الشحنة المطاطية. عندما يسخن المطاط، فإنه يلين ويصبح مرنًا، ثم يتدفق تحت ضغط إغلاق المكبس لملء كل محيط من التجويف. في الوقت نفسه، تعمل الحرارة على تنشيط عوامل الفلكنة (عادةً مركبات الكبريت أو البيروكسيدات) داخل مركب المطاط، مما يؤدي إلى الارتباط المتقاطع لسلاسل البوليمر. هذا الارتباط المتقاطع هو ما يحول المطاط الخام الناعم الشبيه باللدائن الحرارية إلى مكون مرن ومستقر الأبعاد ودائم الشكل.
يعد الحفاظ على تجانس درجة الحرارة الدقيق عبر سطح اللوح بأكمله أمرًا بالغ الأهمية. يؤدي التوزيع غير المتساوي للحرارة إلى معدلات معالجة مختلفة داخل القالب الواحد، مما يؤدي إلى إنتاج أجزاء ذات صلابة غير متناسقة أو عيوب سطحية أو فراغات داخلية. تستخدم آلات التشكيل بالضغط الحديثة وحدات التحكم في درجة الحرارة PID (النسبية والتكاملية والمشتقة) للحفاظ على درجات حرارة الصوانى ضمن ±1 درجة مئوية من نقطة التحديد طوال دورة الإنتاج.

الأنواع الرئيسية لآلات صب ضغط المطاط
تتوفر آلات صب ضغط المطاط في العديد من التكوينات، كل منها يناسب بيئات الإنتاج المختلفة، وأحجام الأجزاء، ومستويات الأتمتة.
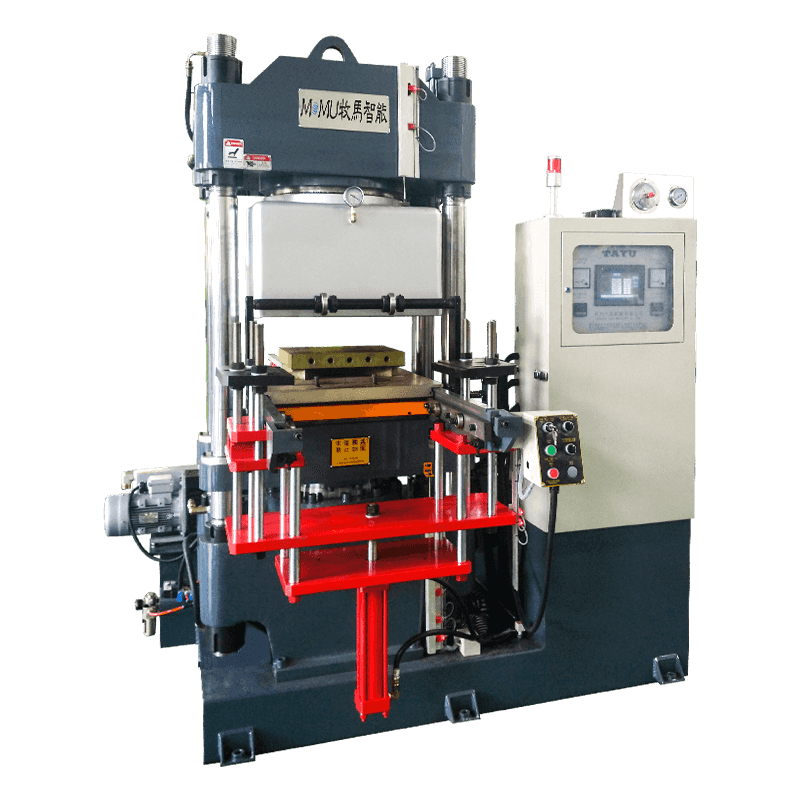
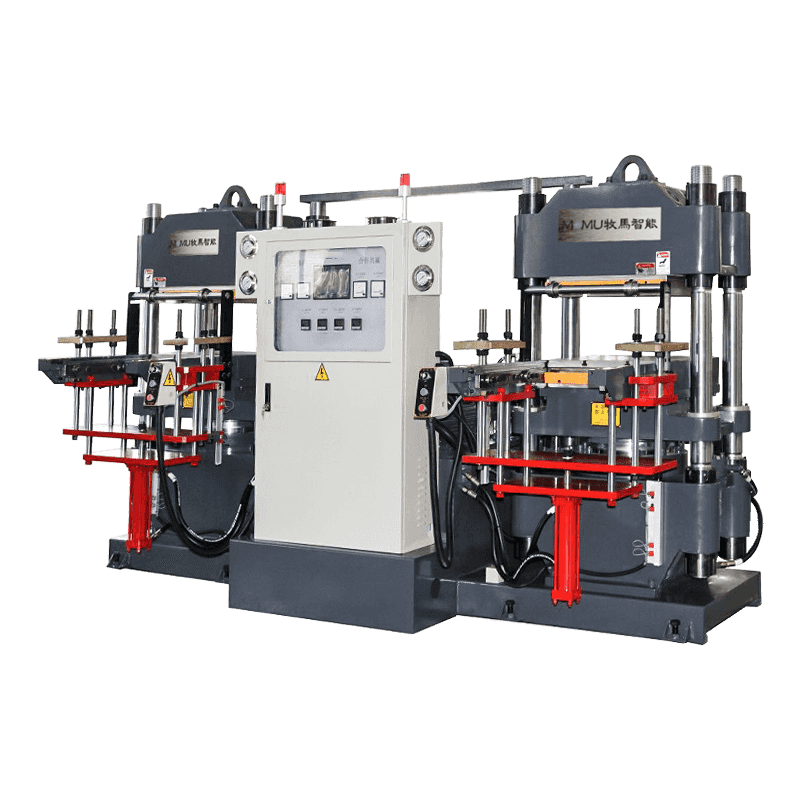
الصحافة النهارية الواحدة
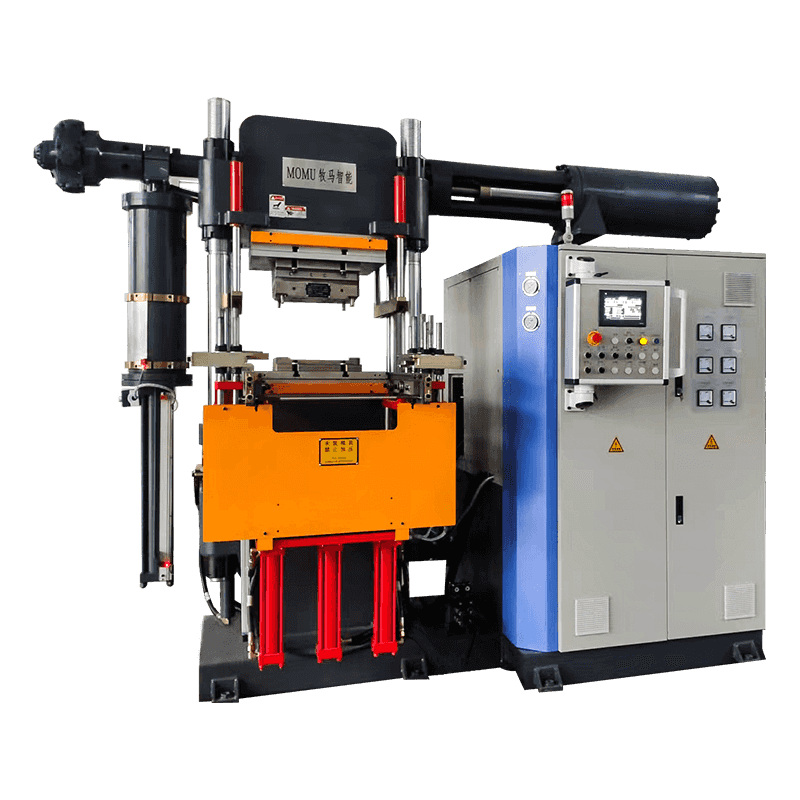
تحتوي آلة الضغط ذات ضوء النهار الفردي على فتحة واحدة بين الصفيحة العلوية والسفلية، لتستوعب قالبًا واحدًا في كل مرة. هذا هو التكوين الأكثر شيوعًا لعمليات الإنتاج الصغيرة والمتوسطة ولتشكيل المكونات الفردية الكبيرة نسبيًا. إنه يوفر تشغيلًا مباشرًا، وتغييرًا سهلًا للقالب، ووصولًا مباشرًا للمشغل إلى القالب لتحميل التشكيل وإزالة الأجزاء. تتوفر مكابس ضوء النهار الفردي بقوى تثبيت تتراوح من 50 طنًا إلى أكثر من 1000 طن حسب التطبيق.
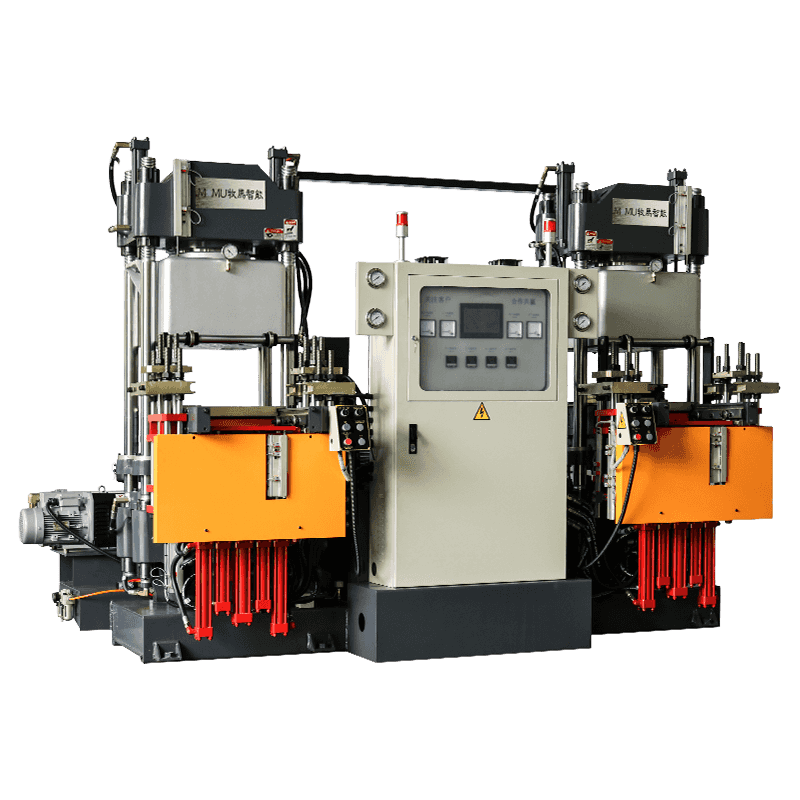
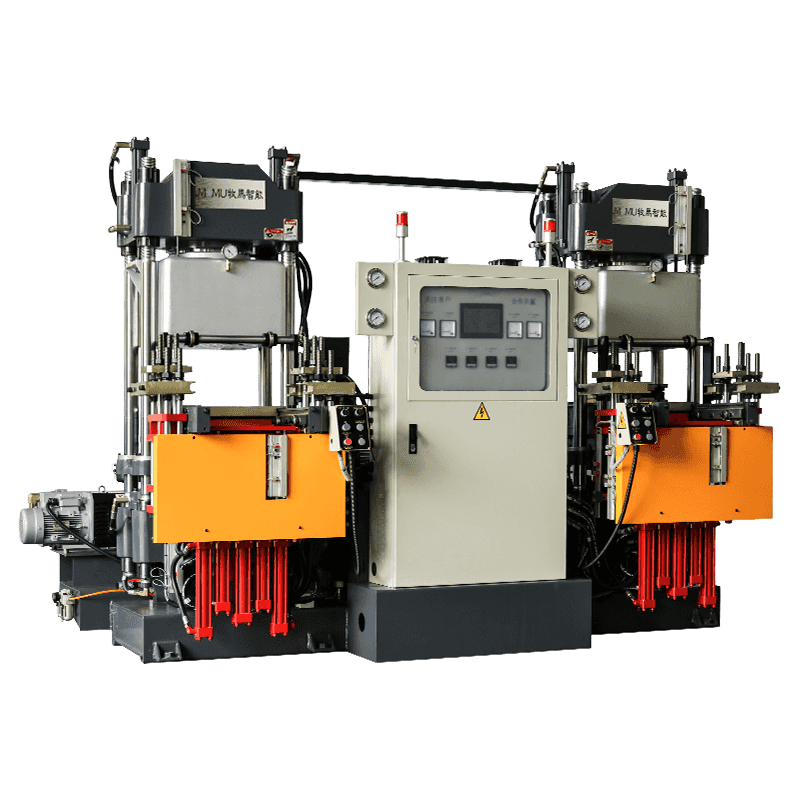
الصحافة متعددة النهار
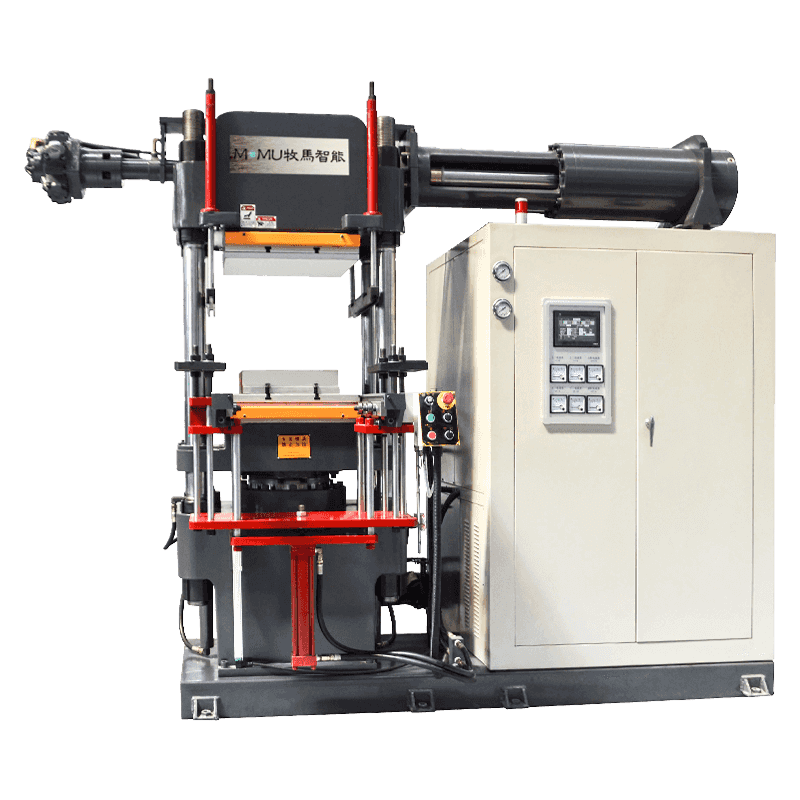
تشتمل المكابس متعددة ضوء النهار على العديد من الألواح الساخنة المكدسة عموديًا، مما يؤدي إلى إنشاء العديد من فتحات القالب - أو ضوء النهار - التي تعمل في وقت واحد بضغطة ضغط واحدة. يعمل هذا التكوين على زيادة الإنتاج بشكل كبير في كل دورة دون الحاجة إلى مساحة أرضية إضافية أو مكابس منفصلة. تعمل المكبس الذي يعمل بأربعة أيام في ضوء النهار على مضاعفة عدد تجاويف القالب النشطة في كل دورة إنتاج إلى أربعة أضعاف، مما يجعلها ذات كفاءة عالية لإنتاج كميات كبيرة من الأجزاء المطاطية الصغيرة إلى المتوسطة مثل الأختام والحلقات الدائرية وحوامل الاهتزاز والحلقات.
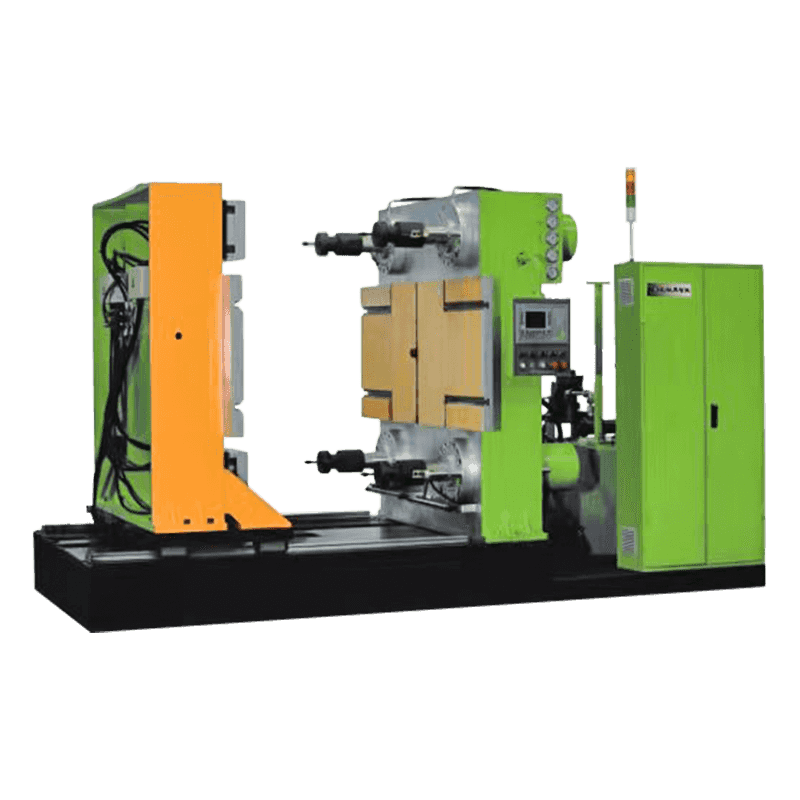
الصحافة الدوارة أو المكوكية
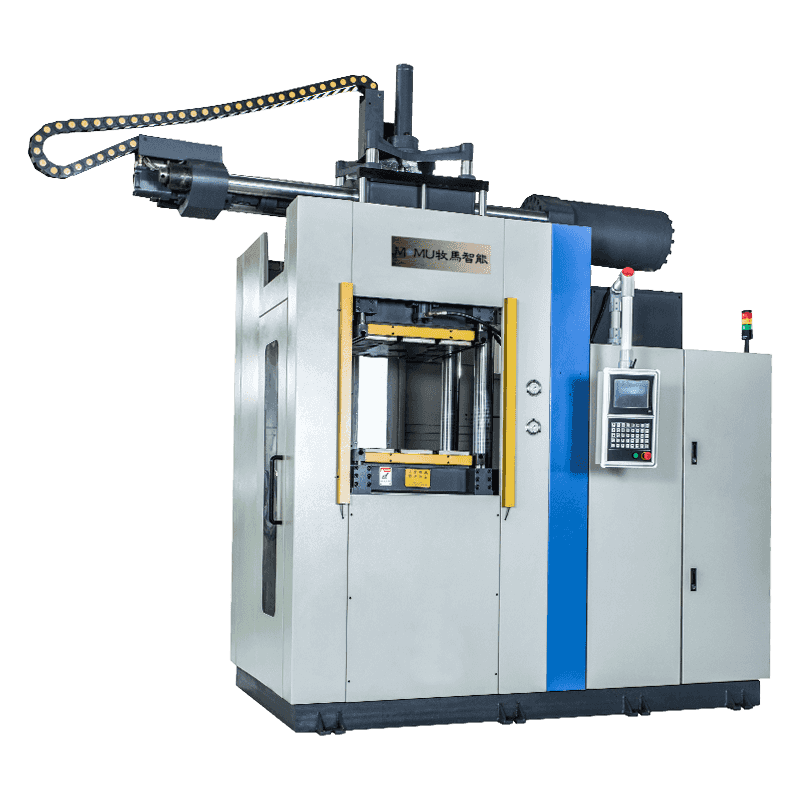
تم تصميم مكابس الطاولة الدوارة والمكوكية لتحسين بيئة عمل المشغل وكفاءة الدورة عن طريق فصل منطقة التحميل والتفريغ عن منطقة الضغط. يقوم القرص الدوار الدوار أو المكوك المنزلق بنقل القوالب داخل وخارج المكبس تلقائيًا أو شبه تلقائيًا، مما يسمح للمشغل بتحميل القوالب الجاهزة وإزالة الأجزاء النهائية في محطة آمنة يمكن الوصول إليها بينما تكمل المطبعة دورة المعالجة الخاصة بها. يعتبر هذا التصميم فعالاً بشكل خاص في بيئات الإنتاج ذات الإيقاع العالي حيث يكون تقليل وقت العمل غير الإنتاجي أولوية.
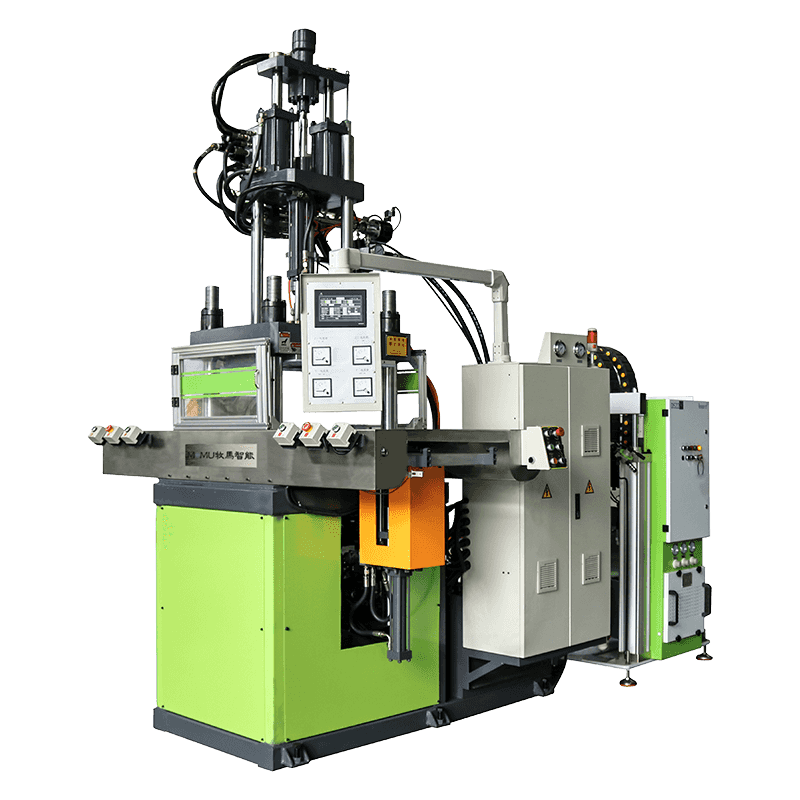
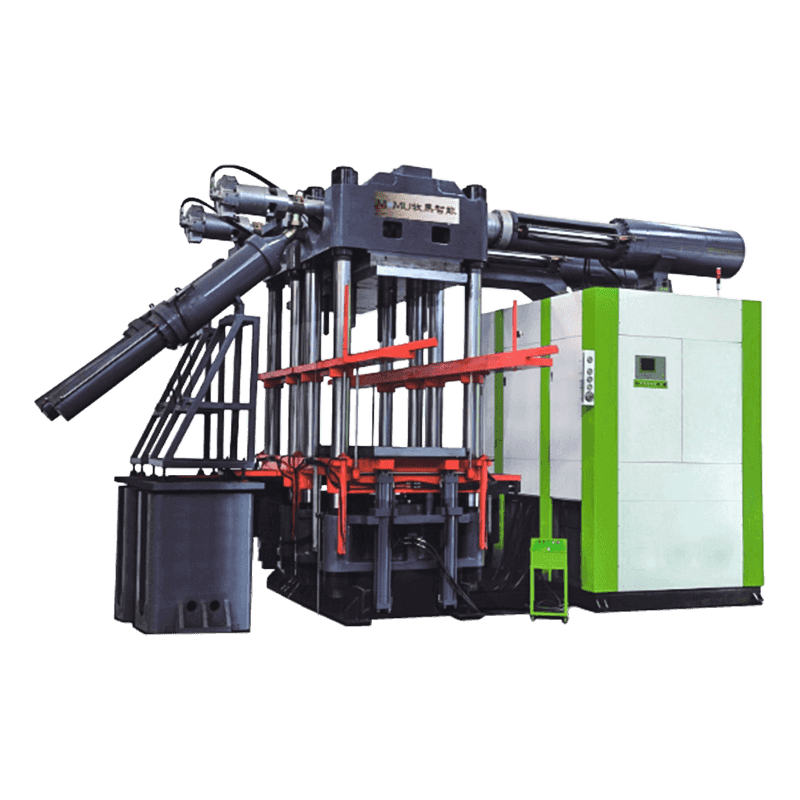
مكبس قولبة ضغط الفراغ
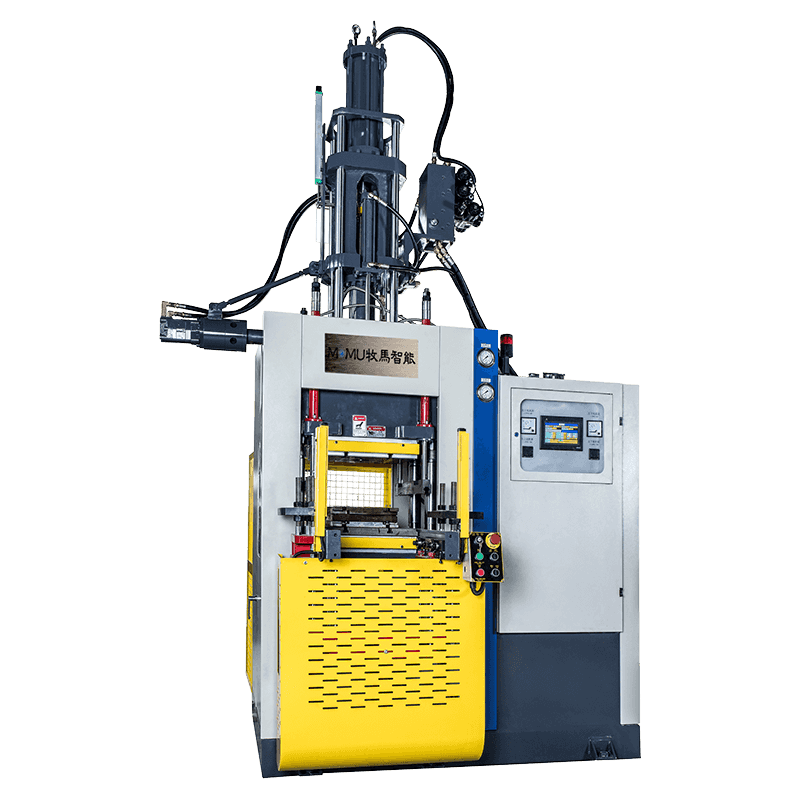
بالنسبة للتطبيقات التي تتطلب أجزاء مطاطية خالية من الفراغات وعالية التكامل - مثل المكونات الطبية المصنوعة من السيليكون، أو أختام الفضاء الجوي، أو العوازل الكهربائية عالية الجهد - تعمل مكابس التشكيل بالضغط الفراغي على إخلاء الهواء من تجويف القالب قبل وأثناء دورة الضغط. يمكن أن يتسبب الهواء المتبقي المحصور في القالب في حدوث مسامية، أو تعبئة غير مكتملة، أو عيوب سطحية غير مقبولة في التطبيقات الحرجة. يقوم نظام التفريغ بإزالة هذا الهواء قبل أن يتدفق المطاط ويتصلب، مما يضمن أجزاء كثيفة وخالية من العيوب وتلبي معايير الجودة الصارمة.
شرح المواصفات الفنية الرئيسية
يتطلب اختيار آلة تشكيل ضغط المطاط الصحيحة فهمًا واضحًا للمواصفات الفنية التي تحدد قدراتها. المعلمات التالية هي الأكثر أهمية للتقييم:
| المواصفات | النطاق النموذجي | لماذا يهم؟ |
| قوة لقط | 50 – 2000 طن | يحدد ضغط تجويف القالب والتحكم في الفلاش |
| حجم الصوانى | 200×200 مم – 1500×1500 مم | يضبط الحد الأقصى لبصمة القالب وعدد التجويف |
| نطاق درجة الحرارة | 100 درجة مئوية – 250 درجة مئوية | يجب أن يتطابق مع متطلبات الفلكنة المركبة |
| افتتاح النهار | 200 ملم - 800 ملم | يجب أن يستوعب ارتفاع القالب بالإضافة إلى خلوص التحميل الآمن |
| توحيد درجة الحرارة | ±1 درجة مئوية – ±3 درجة مئوية | أمر بالغ الأهمية لعلاج متسق عبر منطقة الصوانى الكاملة |
| نظام التحكم | شاشة تعمل باللمس PLC HMI | يتيح تخزين الوصفات ومراقبة العمليات وإدارة الإنذارات |
يمكن القول إن قوة التثبيت هي المواصفات الأساسية. يجب أن يكون كافياً لإبقاء القالب مغلقاً بالكامل ضد الضغط الداخلي الناتج عن مركب المطاط حيث أنه يلين ويتوسع أثناء التسخين. تسمح قوة التثبيت غير الكافية للقالب بالتنفس، مما يسبب وميضًا مفرطًا - زعانف مطاطية رفيعة عند خط الفراق - الأمر الذي يتطلب تشذيبًا كثيف العمالة بعد القالب ويزيد من هدر المواد.
مركبات مطاطية مناسبة لقولبة الضغط
ليست كل المركبات المطاطية مناسبة بشكل متساوٍ للقولبة بالضغط، ويجب تكوين الماكينة بشكل مناسب للمادة التي تتم معالجتها. تشمل المركبات الأكثر معالجة شيوعًا ما يلي:
- المطاط الطبيعي (NR): خصائص ميكانيكية ممتازة ومرونة. تستخدم على نطاق واسع في التطبيقات الصناعية والسيارات؛ يفلكن بسهولة عند درجة حرارة 150-170 درجة مئوية.
- السيليكون (VMQ/HCR): مقاومة درجات الحرارة المتميزة (-60 درجة مئوية إلى 230 درجة مئوية)، والتوافق الحيوي، وقابلية الطقس؛ يتطلب التحكم الدقيق في درجة الحرارة عادة في نطاق 160-180 درجة مئوية؛ تستخدم على نطاق واسع في التطبيقات الطبية وتطبيقات الاتصال الغذائي.
- إبدم: مقاومة ممتازة للأوزون والأشعة فوق البنفسجية والطقس. يشيع استخدامها في الأختام الخارجية، والحشيات، وملامح الأسقف؛ مصبوب عادة عند 160-180 درجة مئوية.
- النتريل (NBR): مقاومة فائقة للزيت والوقود؛ والمواد القياسية لأختام زيت السيارات، ومكونات نظام الوقود، والأختام الهيدروليكية؛ مصبوب عند 150-170 درجة مئوية.
- المطاط الصناعي الفلوري (FKM/فيتون): مقاومة استثنائية للحرارة والمواد الكيميائية والوقود. تستخدم في تطبيقات الطيران والسيارات والمعالجة الكيميائية ؛ يتطلب درجات حرارة صب أعلى تصل إلى 175-200 درجة مئوية ودورات علاج أطول.
- النيوبرين (CR): توازن جيد بين مقاومة الزيت وقابلية الطقس؛ تستخدم للخراطيم والأحزمة وسترات الكابلات. مصبوب عند 150-170 درجة مئوية.
أutomation and Control Features in Modern Machines
لقد تطورت آلات تشكيل ضغط المطاط الحديثة إلى ما هو أبعد من المكابس الهيدروليكية البسيطة مع أدوات التحكم اليدوية. تشتمل آلات اليوم على ميزات أتمتة وتحكم رقمي متطورة تعمل على تحسين اتساق العملية وتقليل اعتماد المشغل وتمكين التكامل في أنظمة إدارة المصنع الأوسع.
التحكم في العمليات المعتمد على PLC
تدير وحدات التحكم المنطقية القابلة للبرمجة (PLCs) دورة الضغط بأكملها - سرعة الإغلاق، وزيادة الضغط، ووقت المعالجة، وتسلسل الفتح، والإخراج - بناءً على الوصفات المخزنة. يمكن أن يكون لكل مركب مطاطي ومجموعة قوالب برنامج مخزن خاص بها، مما يسمح للمشغلين بتبديل المنتجات ببساطة عن طريق تحديد الوصفة المناسبة على شاشة اللمس HMI بدلاً من إعادة ضبط المعلمات يدويًا. يعمل التحكم المستند إلى الوصفة على التخلص من أخطاء الإعداد ويضمن أن كل عملية إنتاج تبدأ من خط أساس تم التحقق من صحته.
أutomatic Deflashing and Degassing
تشتمل العديد من الآلات على تسلسلات تفريغ قابلة للبرمجة - فتحات قصيرة يتم التحكم فيها للضغط خلال المرحلة المبكرة من دورة المعالجة - والتي تسمح للهواء المحبوس والمواد المتطايرة بالهروب من القالب قبل الإغلاق النهائي والمعالجة الكاملة. وهذا مهم بشكل خاص للأجزاء السميكة أو المعقدة حيث تكون المسامية الداخلية عيبًا شائعًا. تدمج بعض المطابع أيضًا أذرعًا آلية أو أدوات ميكانيكية لإزالة الوميض تعمل على إزالة الوميض من الأجزاء فورًا بعد العفن، مما يقلل من عمالة التشطيب اليدوية.
تسجيل البيانات وتتبع الجودة
تتضمن مكابس الضغط الصناعية بشكل متزايد إمكانات تسجيل البيانات التي تسجل درجة الحرارة والضغط ووقت الدورة وأحداث الإنذار لكل دورة إنتاج. تعد إمكانية التتبع هذه أمرًا بالغ الأهمية في الصناعات الخاضعة للتنظيم مثل الأجهزة الطبية والفضاء، حيث يجب الاحتفاظ بسجلات الإنتاج وقابليتها للتدقيق. تسمح لوحات معلومات المراقبة في الوقت الفعلي لمشرفي الإنتاج بتتبع أداء الماكينة عبر مكابس متعددة في وقت واحد وتحديد الانحرافات قبل أن تؤدي إلى دفعات معيبة.
كيفية اختيار الجهاز المناسب لتطبيقك
يعد اختيار آلة تشكيل ضغط المطاط قرارًا متعدد المتغيرات يجب أن يكون مدفوعًا بمتطلبات المنتج المحددة وحجم الإنتاج وأنواع المواد بدلاً من تكلفة الماكينة وحدها. العمل من خلال الاعتبارات التالية بشكل منهجي:
- تحديد هندسة الجزء الخاص بك وحجم القالب: يجب أن تلائم أبعاد اللوح القالب بشكل مريح مع خلوص من جميع الجوانب. بالنسبة للقوالب متعددة التجاويف، قم بحساب المساحة الإجمالية المتوقعة لتحديد الحد الأدنى من قوة التثبيت المطلوبة.
- تحديد مركب المطاط الخاص بك: تأكد من نطاق درجة حرارة الفلكنة ووقت المعالجة للمركب الخاص بك. تأكد من أن نظام التسخين الخاص بالماكينة يمكنه الوصول إلى درجة الحرارة هذه والحفاظ عليها عبر اللوحة الكاملة مع التوحيد المطلوب لمعايير الجودة الخاصة بك.
- أssess production volume: يستفيد الإنتاج بكميات كبيرة من الأجزاء الصغيرة من تكوينات ضوء النهار المتعدد أو أتمتة الطاولة الدوارة. إن الحجم المنخفض إلى المتوسط للأجزاء الكبيرة أو المعقدة يناسب عادةً مكبس ضوء النهار الواحد مع التحكم PLC القائم على الوصفة.
- النظر في متطلبات الجودة: أpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- تقييم دعم ما بعد البيع: تتطلب آلات ضغط المطاط صيانة دورية للأنظمة الهيدروليكية وعناصر التسخين ومكونات التحكم. يؤدي اختيار مورد يتمتع بدعم فني يمكن الوصول إليه وقطع الغيار المتوفرة وإمكانات الخدمة المحلية إلى حماية استثمارك في وقت تشغيل الإنتاج طوال عمر الماكينة.
أ rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.