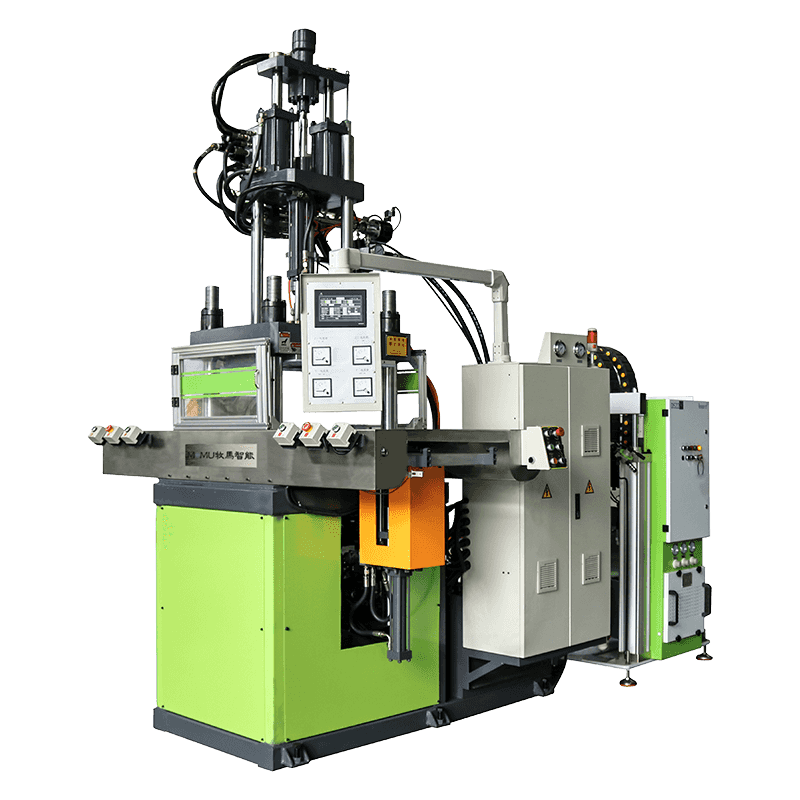
يعد حقن مطاط السيليكون السائل (LSR) أحد أكثر عمليات التصنيع دقة وتنوعًا المتاحة لإنتاج مكونات سيليكون مرنة ومقاومة للحرارة ومتوافقة حيويًا. في قلب هذه العملية توجد آلة التشكيل بالحقن LSR - وهي عبارة عن قطعة من المعدات المتخصصة للغاية والتي تختلف بشكل أساسي عن آلات التشكيل بالحقن البلاستيكية الحرارية القياسية. سواء كنت تقوم بتقييم معالجة LSR للأجهزة الطبية، أو أختام السيارات، أو منتجات الأطفال الرضع، أو الأجهزة الإلكترونية الاستهلاكية، فإن فهم كيفية عمل هذه الآلات وما يجعلها فريدة من نوعها أمر ضروري لاتخاذ قرارات إنتاج مستنيرة.
ما الذي يجعل قولبة الحقن LSR مختلفة عن قولبة الحقن القياسية
يقوم قالب حقن اللدائن الحرارية القياسية بإذابة الكريات البلاستيكية الصلبة، وحقن المادة المنصهرة في قالب مبرد، وإخراج الجزء المتصلب. يعمل قالب حقن LSR في الاتجاه الحراري المعاكس تمامًا. مطاط السيليكون السائل عبارة عن مادة صلبة بالحرارة مكونة من عنصرين وقابلة للمعالجة على البارد، ويتم تخزينها في درجة حرارة الغرفة ويتم ضخها في قالب ساخن حيث تتشابك - أو تتفلكن - في شكلها الصلب النهائي.
هذا الانعكاس للعملية الحرارية له آثار عميقة على تصميم الآلة. يجب أن يظل نظام توصيل المواد باردًا لمنع المعالجة المبكرة، في حين يجب تسخين القالب - عادةً ما بين 150 درجة مئوية و220 درجة مئوية - لتحفيز وإكمال تفاعل الفلكنة خلال فترة زمنية محددة. تم تصميم كل مكون من مكونات آلة التشكيل بالحقن LSR وفقًا لمنطق عملية التغذية الباردة والمعالجة الساخنة.
بالإضافة إلى ذلك، LSR عبارة عن نظام مكون من جزأين: المكون A يحتوي على بوليمر السيليكون الأساسي ومحفز البلاتين، بينما يحتوي المكون B على رابط متشابك وأصباغ أو إضافات أخرى. يجب قياس هذين المكونين بنسبة دقيقة 1:1 من حيث الحجم، وخلطهما جيدًا دون إدخال فقاعات هواء، وحقنهما في القالب قبل بدء أي معالجة مهمة.

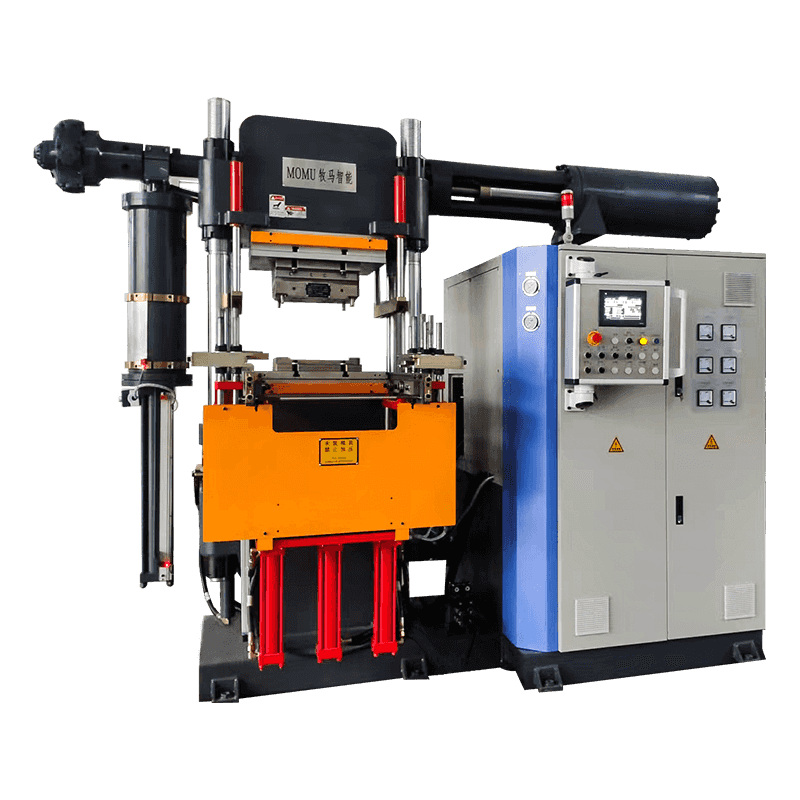
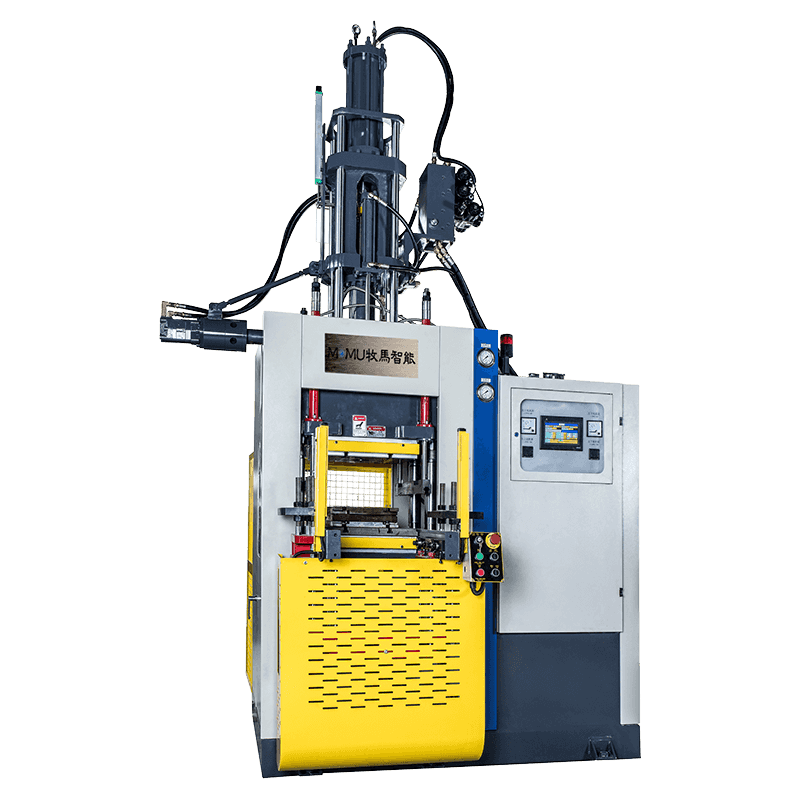
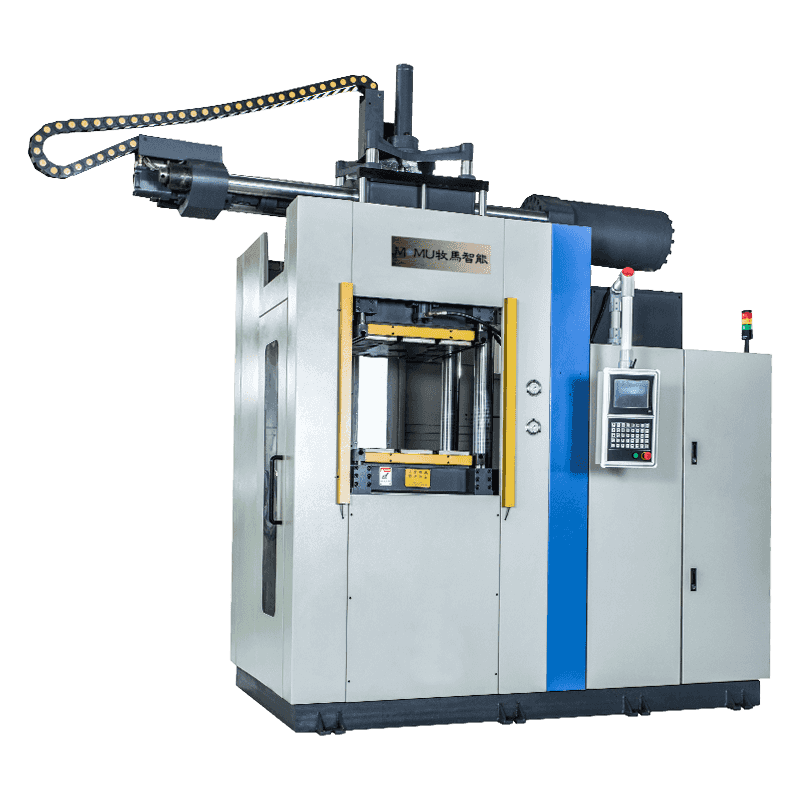
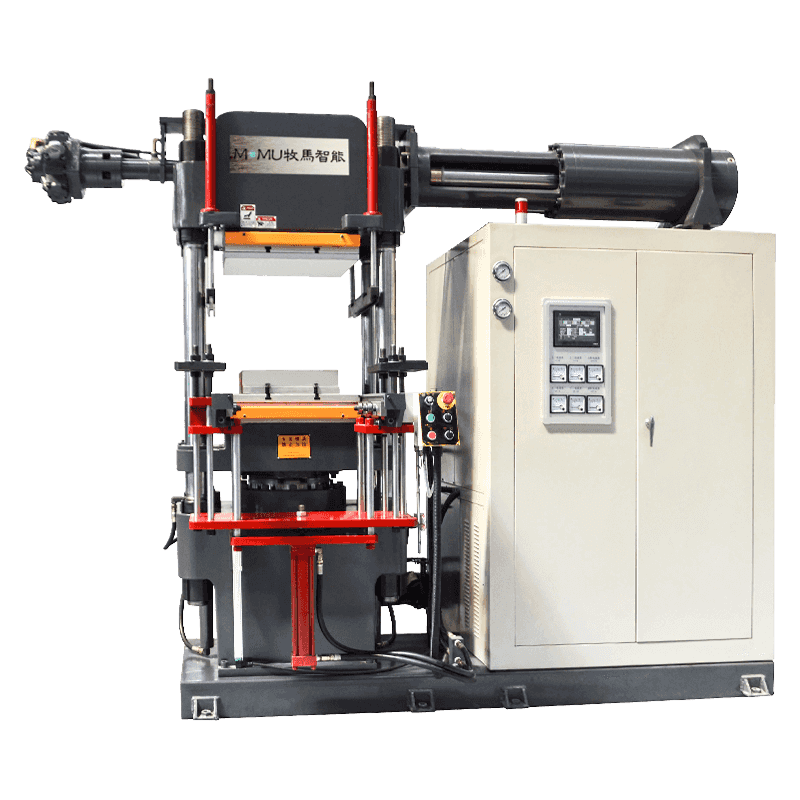
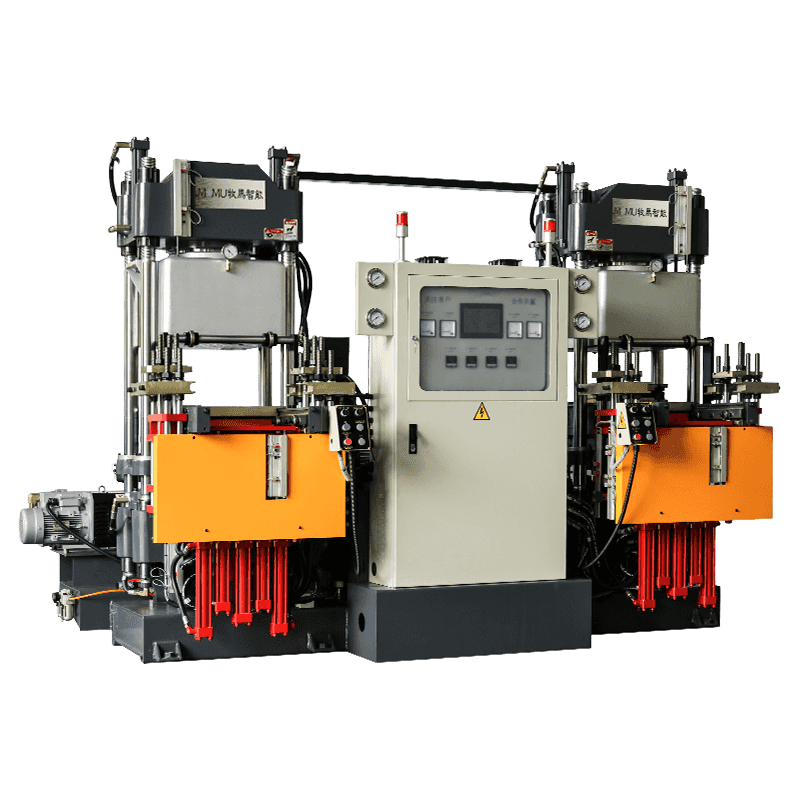
المكونات الرئيسية لآلة التشكيل بالحقن LSR
يتكون نظام القولبة بالحقن LSR من عدة أنظمة فرعية متكاملة، يؤدي كل منها وظيفة حاسمة في تقديم أجزاء سيليكون متسقة وخالية من العيوب.
وحدة ضخ وقياس الطبل
تقوم وحدة مضخة الأسطوانة بسحب مكوني LSR من براميل الإمداد الأصلية باستخدام لوحات تابعة تضغط لأسفل على سطح المادة لمنع ابتلاع الهواء. تتم تغذية كل مكون من خلال مضخة قياس منفصلة ومعايرتها بدقة — عادةً ما تكون مضخة تروس أو مضخة مكبس — تتحكم في معدل التدفق الحجمي بدقة عالية. يتم الحفاظ على النسبة بين المكون A والمكون B عند 1:1 تمامًا طوال اللقطة بأكملها. ويؤدي أي انحراف عن هذه النسبة إلى معالجة غير كاملة، أو أجزاء لزجة، أو انخفاض الخصائص الفيزيائية في المكون النهائي.
نظام الخلط الثابت والديناميكي
بعد القياس، يمر المكونان عبر نظام الخلط قبل دخول برميل الحقن. تعمل الخلاطات الثابتة - وهي عناصر حلزونية داخل الأنبوب - على إنشاء عملية طي مضطربة تمزج المكونات تمامًا دون تحريك الأجزاء. بالنسبة للتركيبات ذات الألوان الحرجة أو الغنية بالمواد المضافة، يمكن استخدام الخلاطات الديناميكية ذات العناصر الدوارة لمزج أكثر كثافة. يجب أن ينتج نظام الخلط خليطاً متجانساً تماماً دون حبس الهواء، حيث أن أي شوائب هوائية ستظهر على شكل فراغات أو عيوب سطحية في الجزء المصبوب.
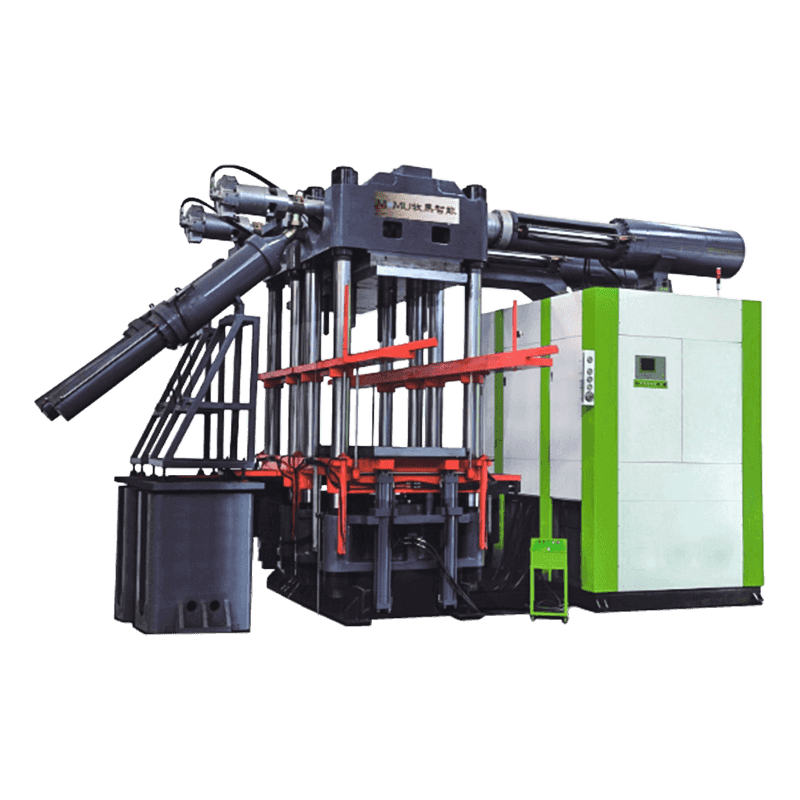
برميل حقن العداء البارد والمسمار
على عكس آلات اللدائن الحرارية حيث يتم تسخين البرميل، يتم تبريد برميل الحقن LSR - غالبًا بالماء أو مادة التبريد - للحفاظ على المادة تحت درجة حرارة التنشيط أثناء القياس والحقن. تم تصميم المسمار الموجود في آلة LSR خصيصًا للتعامل مع المواد السائلة منخفضة اللزوجة. يتميز عادةً بنسبة ضغط منخفضة وصمام إغلاق عند طرف الفوهة لمنع سيلان لعاب السيليكون منخفض اللزوجة بين اللقطات. التحكم في درجة حرارة البرميل أمر بالغ الأهمية؛ فحتى الارتفاع الطفيف في درجة حرارة البرميل يمكن أن يؤدي إلى حدوث تشابك سابق لأوانه مما يؤدي إلى انسداد النظام ويسبب فترات توقف مكلفة.
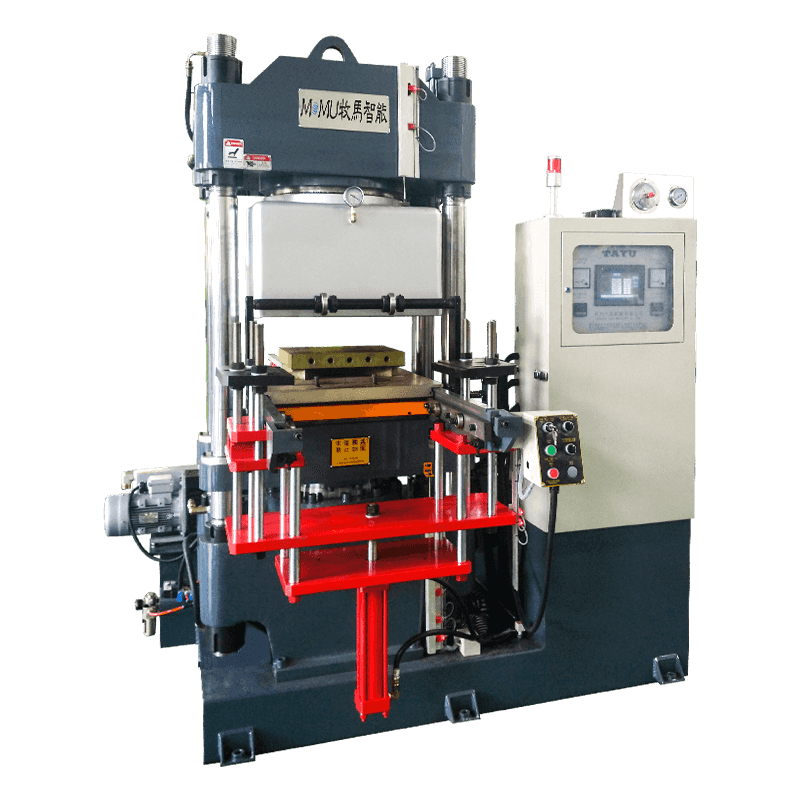
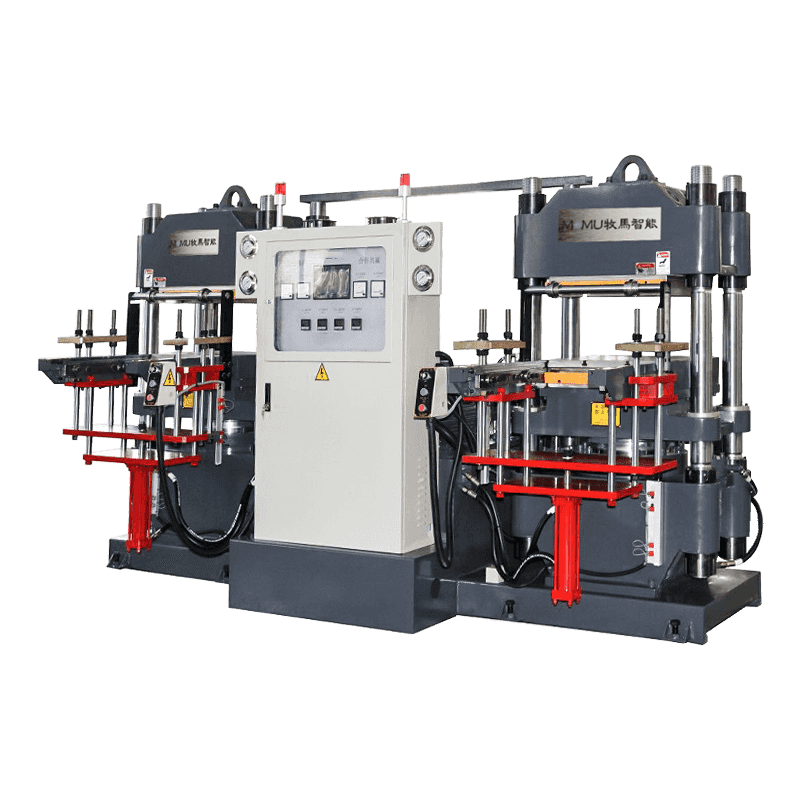
وحدة تسخين القالب والتثبيت
يتم تسخين القالب الموجود في آلة LSR كهربائيًا إلى درجة حرارة الفلكنة ويتم الحفاظ عليه بتوحيد حراري محكم عبر جميع التجاويف. يجب أن توفر وحدة التثبيت - التي تثبت القالب مغلقًا ضد ضغط الحقن - قوة كافية لمنع الوميض، حيث أن LSR له لزوجة منخفضة جدًا وسوف يخترق فجوات دقيقة في خط الفراق. يتم حساب قوى التثبيت لقوالب LSR بناءً على مساحة الجزء المتوقع وضغط الحقن، وعادةً ما تتراوح بين 50 إلى 500 طن اعتمادًا على عدد التجاويف وهندسة الأجزاء.
عملية صب حقن LSR خطوة بخطوة
إن فهم تسلسل العمليات في دورة التشكيل بالحقن LSR يوضح سبب تصميم كل مكون من مكونات الماكينة بالطريقة التي هي عليها.
- قياس المواد: تقوم المضخات الأسطوانية بسحب المكونات A وB من براميل الإمداد الخاصة بها وتقوم وحدة القياس بتسليمها بنسبة حجمية دقيقة تبلغ 1:1 لنظام الخلط.
- خلط: يتم مزج المكونين جيدًا في الخلاط الثابت أو الديناميكي، مما ينتج عنه خليط متجانس وخالي من الفقاعات وجاهز للحقن.
- الجرعات: يتم قياس LSR المختلط في برميل الحقن المبرد، مما يؤدي إلى تجميع حجم اللقطة الدقيق المطلوب لملء جميع التجاويف بالإضافة إلى نظام العداء.
- إغلاق القالب: تقوم وحدة التثبيت بإغلاق القالب وتأمينه بقوة التثبيت الكاملة قبل بدء الحقن.
- الحقن: يتقدم المسمار، ويدفع LSR عبر نظام العداء البارد إلى تجاويف القالب الساخنة بسرعة وضغط يتم التحكم فيهما.
- الفلكنة: يؤدي القالب الساخن إلى تفاعل التشابك المحفز بالبلاتين. يتم معالجة الجزء داخل القالب لفترة سكون مبرمجة - عادةً من 15 إلى 90 ثانية اعتمادًا على سمك الجدار ودرجة المادة ودرجة حرارة القالب.
- فتح القالب وديمولدينغ: بمجرد اكتمال المعالجة، يتم فتح القالب ويتم إخراج الأجزاء - إما يدويًا، أو عن طريق دبابيس القاذف، أو عن طريق نظام التشكيل الآلي. نظرًا لأن أجزاء LSR مرنة، فيمكن في كثير من الأحيان تفكيكها من الأشكال الهندسية المعقدة التي قد تكون مستحيلة باستخدام اللدائن الحرارية الصلبة.
مقارنة مواصفات آلة التشكيل بالحقن LSR
| المواصفات | النطاق النموذجي | أهمية |
| قوة لقط | 50-500 طن | يمنع الوميض على LSR منخفض اللزوجة |
| درجة حرارة البرميل | 5 درجة مئوية – 25 درجة مئوية (مبردة) | يمنع المعالجة المبكرة في البرميل |
| درجة حرارة العفن | 150 درجة مئوية – 220 درجة مئوية | يتحكم في سرعة المعالجة وخصائص الأجزاء |
| دقة نسبة القياس | ±0.5% أو أفضل | يضمن علاج كامل ومتسق |
| حجم النار | 0.1 سم مكعب – 3000 سم مكعب | يحدد حجم الجزء وعدد التجويف |
| وقت دورة العلاج | 15 - 90 ثانية | يؤثر على الإنتاجية وتكلفة الإنتاج |
| عدد التجاويف | 1 - 128 | موازين الإنتاج للإنتاج بكميات كبيرة |
الصناعات والتطبيقات التي تعتمد على آلات التشكيل بالحقن LSR
مزيج خصائص LSR الفريد - التوافق الحيوي، والثبات الحراري من -60 درجة مئوية إلى أكثر من 200 درجة مئوية، والعزل الكهربائي، والمقاومة الكيميائية، والوضوح البصري في درجات معينة - يجعله المادة المفضلة عبر مجموعة واسعة من الصناعات الصعبة.
الأجهزة الطبية والرعاية الصحية
يستخدم LSR على نطاق واسع في التطبيقات الطبية لأنه يمكن تعقيمه بواسطة الأوتوكلاف، أو أشعة جاما، أو أكسيد الإيثيلين دون أن يتحلل. تنتج آلات قولبة الحقن LSR مكونات مثل أقنعة الجهاز التنفسي، وسدادات المحاقن، وأطراف القسطرة، والأختام القابلة للزرع، وأنابيب المضخة التمعجية، ومنتجات تغذية الرضع. تتوافق تركيبات LSR من الدرجة الطبية مع معايير التوافق الحيوي ISO 10993، كما أن الطبيعة المغلقة والخالية من التلوث لعملية قولبة الحقن تجعلها مناسبة لتصنيع غرف الأبحاث.
مكونات السيارات
في قطاع السيارات، يتم استخدام LSR في أحذية شمعات الإشعال، وأختام الحلقات المعدنية، وأختام الموصلات، والحشيات، وأغطية أجهزة الاستشعار التي يجب أن تتحمل التقلبات الشديدة في درجات الحرارة والتعرض للزيوت والوقود. إن الاستقرار الحراري العالي لـ LSR يجعله أكثر ملاءمة من المطاط التقليدي لمكونات حجرة المحرك التي يجب أن تعمل بشكل موثوق من البداية الباردة إلى درجات حرارة التشغيل المرتفعة.
الإلكترونيات الاستهلاكية والأجهزة القابلة للارتداء
يتم تصنيع أحزمة الساعات الذكية وأطراف سماعات الأذن وأغشية الأزرار والأختام المقاومة للماء للهواتف الذكية وأغشية مفاتيح لوحة المفاتيح بشكل شائع باستخدام قالب حقن LSR. إن القدرة على تشكيل LSR في أشكال هندسية معقدة ذات تفاوتات صارمة - وبأي لون - تجعلها مثالية للمنتجات الاستهلاكية حيث يكون الأداء والجماليات مهمًا.
منتجات الرضع والمنتجات الملامسة للأغذية
يتم إنتاج حلمات زجاجات الأطفال واللهايات وحلقات التسنين والأختام المخصصة لأجهزة المطبخ في LSR لأن المادة خالية من مادة BPA والفثالات والمواد البلاستيكية الضارة الأخرى. إنه يتحمل دورات التعقيم المتكررة، ويحافظ على مرونته في درجات الحرارة المنخفضة، ولا يمتص النكهات أو الروائح - وكلها خصائص مهمة لملامسة الطعام وتطبيقات الرضع.
العوامل التي يجب مراعاتها عند اختيار آلة التشكيل بالحقن LSR
اختيار الحق آلة التشكيل بالحقن LSR يتطلب تقييمًا دقيقًا لمتطلبات الإنتاج المحددة وخصائص المواد وأهداف الجودة. يؤدي شراء الآلة الخاطئة لتطبيقك إلى حدوث عيوب في الجودة وخردة زائدة وصعوبة في تحقيق أهداف الإنتاج.
- حجم الجزء ووزن النار: يجب أن يكون حجم وحدة الحقن في الماكينة مناسبًا لتوفير الحجم الدقيق المطلوب للجزء الخاص بك وعدد التجاويف. تعمل وحدات الحقن كبيرة الحجم على تقليل دقة الجرعات للأجزاء الصغيرة؛ لا يمكن للوحدات الصغيرة الحجم ملء القوالب الكبيرة أو متعددة التجاويف.
- دقة القياس: بالنسبة للتطبيقات المهمة مثل الأجزاء الطبية أو الأجزاء الملامسة للأغذية، يلزم دقة قياس تبلغ ±0.5% أو أفضل. تحقق من مواصفات نظام القياس واطلب بيانات قدرة العملية الموثقة من المورد.
- نظام عداء بارد أو نظام عداء النفايات: تعمل أنظمة التشغيل البارد لـ LSR (التي تحافظ على مادة التشغيل غير معالجة وقابلة لإعادة التدوير أو إعادة الحقن) على تقليل هدر المواد بشكل كبير وهي قياسية في آلات الإنتاج كبيرة الحجم. تأكد من توافق نظام العداء مع تصميم القالب الخاص بك.
- توافق غرف الأبحاث: بالنسبة لإنتاج الأجهزة الطبية، يجب أن تكون الآلة متوافقة مع تركيب غرف الأبحاث - الأسطح المصنوعة من الفولاذ المقاوم للصدأ أو المطلية، والحد الأدنى من توليد الجسيمات، والتوافق مع عباءات غرف الأبحاث وبروتوكولات الوصول.
- التكامل الآلي: يستفيد إنتاج LSR بكميات كبيرة بشكل كبير من القوالب الآلية المتكاملة، وأنظمة فحص الرؤية، ومعالجة الأجزاء القائمة على الناقل. تأكد من توافق واجهة الجهاز مع متطلبات التشغيل الآلي لديك قبل الشراء.
- القدرة على تنفيس الفراغ: بالنسبة للأجزاء التي تتطلب جودة سطح استثنائية أو لمعالجة LSR من الدرجة البصرية، يجب إخلاء تجويف القالب قبل الحقن لإزالة الهواء المحبوس. تأكد من أن تصميم الماكينة والقالب يدعم التنفيس الفراغي إذا كان ذلك مطلوبًا لتطبيقك.
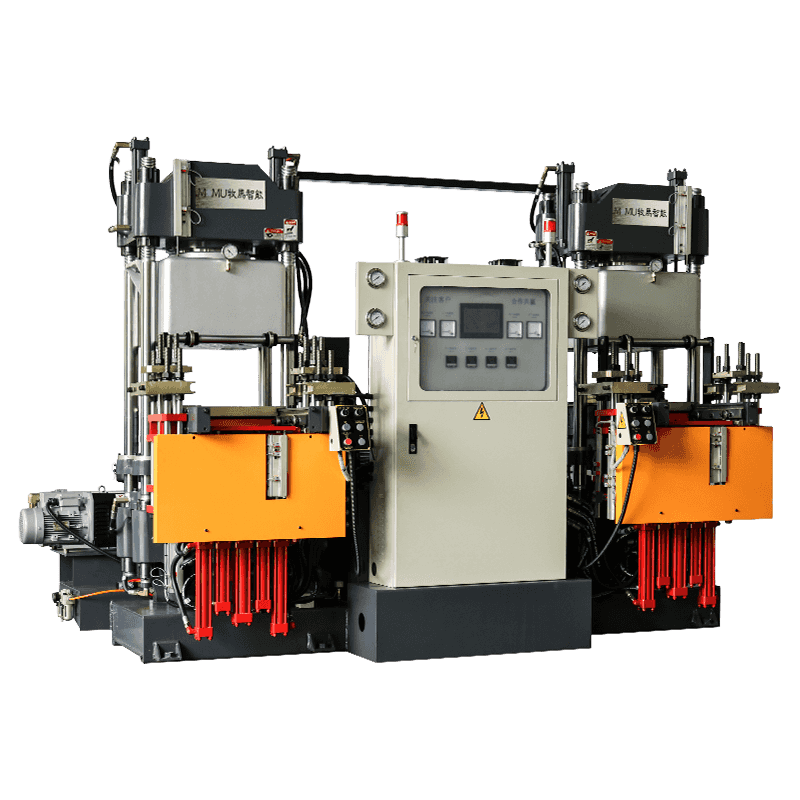
مزايا آلات التشكيل بالحقن LSR مقارنة بطرق معالجة السيليكون البديلة
يتنافس قولبة الحقن LSR مع قولبة الضغط وقولبة النقل كطرق لإنتاج أجزاء مطاط السيليكون. كل طريقة لها مكانها، لكن قولبة الحقن LSR توفر مزايا كبيرة لإنتاج كميات متوسطة إلى عالية من المكونات الدقيقة.
- وقت الدورة: تكون أوقات دورة صب الحقن LSR أقصر بكثير من صب الضغط، خاصة بالنسبة للأجزاء ذات الجدران الرقيقة، مما يتيح إنتاجية أعلى بكثير لكل نوبة.
- اتساق الأبعاد: تنتج عملية الحقن الآلية المغلقة تفاوتات أبعاد أكثر إحكامًا بكثير من عمليات ضغط القالب المفتوح، والتي تتأثر بتغير المشغل في وضع المواد وإغلاق القالب.
- النفايات المادية: لا تنتج أنظمة حقن LSR ذات العداء البارد أي نفايات مادية تقريبًا، حيث يتم إعادة حقن مادة العداء غير المعالجة. يؤدي الضغط والنقل إلى توليد خردة فلاش وعداء كبيرة.
- إمكانات الأتمتة: إن قالب الحقن LSR متوافق تمامًا مع الأتمتة الروبوتية، مما يتيح إنتاج إطفاء الأنوار للأجزاء كبيرة الحجم. يعتبر صب الضغط بطبيعته أكثر كثافة في العمالة.
- صب متعدد المكونات: آلة التشكيل بالحقن LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
اعتبارات الصيانة والتشغيل لآلات LSR
تتطلب آلات القولبة بالحقن LSR صيانة منضبطة لمنع تراكم المواد، والمعالجة داخل البرميل، وانجراف القياس. في نهاية كل عملية إنتاج، يجب تطهير نظام تسليم المواد تمامًا باستخدام عامل تنظيف أو قاعدة سيليكون محايدة لإزالة كل LSR المختلط قبل معالجته داخل الخطوط أو الخلاط أو البرميل. من الصعب للغاية إزالة السيليكون المعالج الموجود داخل نظام الحقن ويتطلب عادةً تفكيكًا كاملاً للمكونات المتضررة.
يجب معايرة مضخات القياس بانتظام - على الأقل أثناء كل تغيير للمادة - للتحقق من الحفاظ على نسبة 1:1 بدقة. يجب فحص أدوات التحكم في درجة حرارة العفن وعناصر التسخين بشكل دوري للتأكد من انحراف المعايرة وتطوير النقاط الساخنة، حيث أن درجات حرارة العفن غير المتساوية تنتج علاجًا غير متناسق وتشوه جزئي. مع وجود بروتوكولات الصيانة المناسبة، فإن آلة التشكيل بالحقن LSR المحددة جيدًا ستوفر مخرجات إنتاج موثوقة وعالية الجودة لسنوات عديدة.