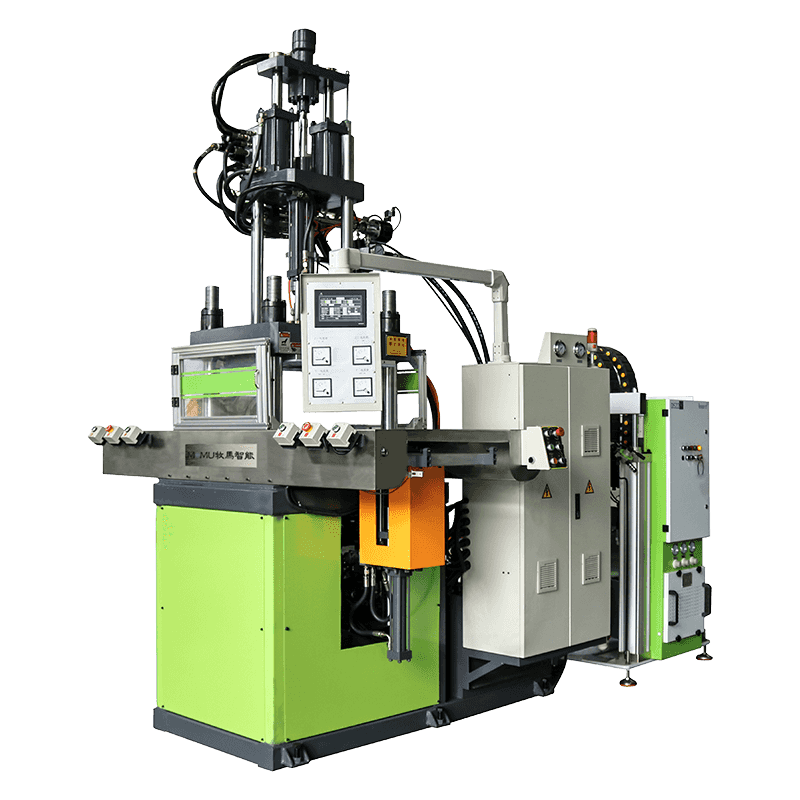
ما هي آلة الفلكنة المطاطية الفراغية؟
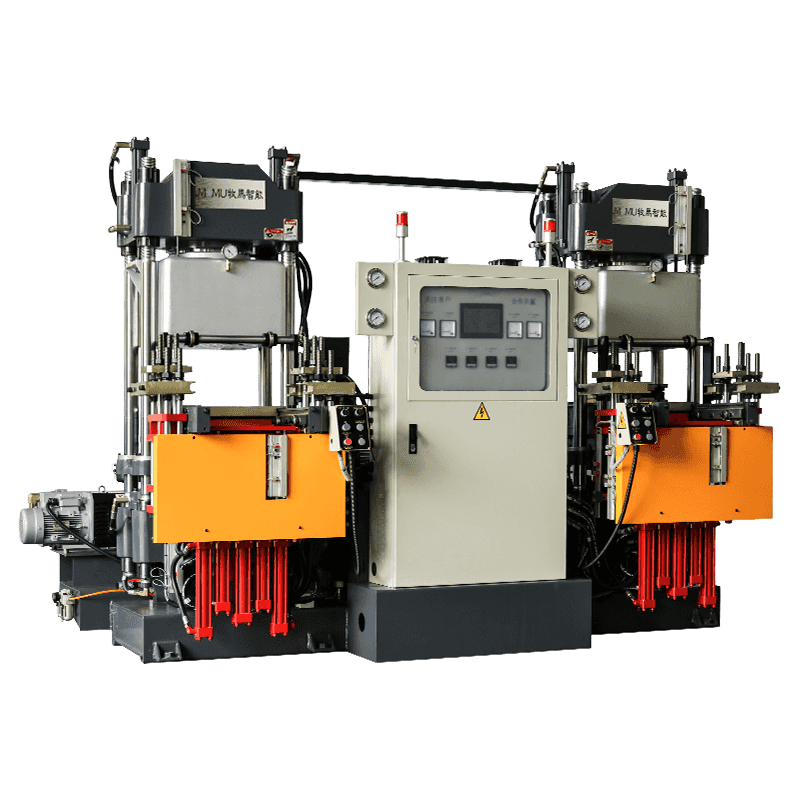
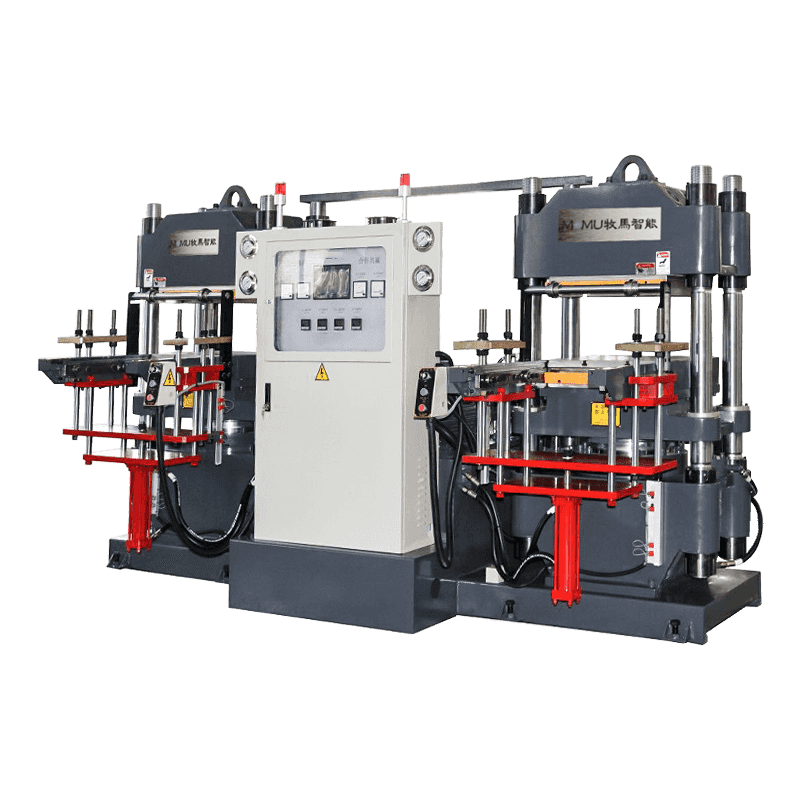
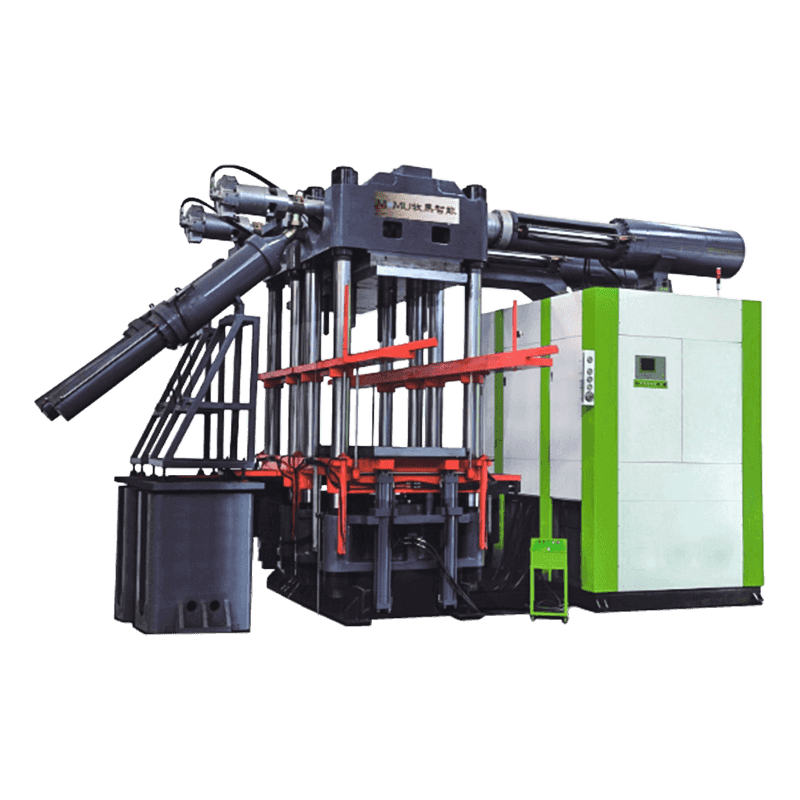
أ آلة فراغ المطاط بالكبريت هو نظام ضغط صناعي يجمع بين الحرارة والضغط وبيئة فراغية يمكن التحكم فيها لمعالجة المركبات المطاطية إلى شكلها النهائي المتين. الفلكنة هي العملية الكيميائية التي يتم من خلالها ربط المطاط الخام أو المركب عبر الحرارة وعامل المعالجة - عادة الكبريت أو البيروكسيد - لتحويل مادة ناعمة ومرنة إلى منتج قوي ومرن ومستقر حرارياً. إن إضافة الفراغ إلى هذه العملية هو ما يميز هذه الآلة عن مكابس المطاط القياسية: عن طريق إخلاء الهواء والغازات المتطايرة من تجويف القالب قبل وأثناء المعالجة، تزيل الآلة المسامية ومصائد الهواء وعيوب الفراغ التي من شأنها أن تضر بالسلامة الهيكلية وجودة السطح للجزء المطاطي النهائي.
يتم اعتماد هذه التقنية على نطاق واسع في الصناعات التي يجب أن تلبي فيها المكونات المطاطية المعايير الصارمة لتوحيد الكثافة، وتشطيب السطح، ودقة الأبعاد، والأداء الميكانيكي. من أختام السيارات وحشوات الطيران إلى أجزاء السيليكون الطبية والأغشية الصناعية الدقيقة، تنتج آلات الفلكنة الفراغية سلعًا مطاطية لا يمكن لطرق الضغط الساخن القياسية أن تتطابق ببساطة من حيث الاتساق أو الجودة الخالية من العيوب.
كيف تعمل عملية الفلكنة الفراغية
تتبع دورة التشغيل لآلة فلكنة المطاط الفراغي مجموعة من المراحل المتسلسلة بعناية، كل منها يلعب دورًا حاسمًا في تحقيق علاج خالٍ من العيوب. يساعد فهم هذا التسلسل المشغلين والمهندسين على تحسين معلمات العملية لمركبات مطاطية محددة وهندسة القوالب.
تحميل القالب والإغلاق الأولي
تبدأ العملية بوضع المركب المطاطي غير المعالج — إما على شكل قالب تشكيل أو صفيحة أو حقنة محقنة — في تجويف القالب. يتم بعد ذلك إغلاق القالب إلى ضغط أولي يحافظ على المطاط في موضعه دون تطبيق قوة المعالجة الكاملة. في هذه المرحلة، القالب ليس مغلقًا بالكامل، ولم يتم تنشيط نظام التفريغ بعد.
الإخلاء الفراغي
بمجرد وصول القالب إلى موضعه المغلق الأولي، يتم تنشيط مضخة التفريغ وسحب الهواء من تجويف القالب من خلال قنوات إخلاء مخصصة يتم تشكيلها آليًا في القالب أو اللوحة. يتراوح مستوى الفراغ المستهدف عادةً من -0.08 ميجا باسكال إلى -0.098 ميجا باسكال (حوالي 95-99% فراغ)، وتستمر مرحلة الإخلاء ما بين 15 إلى 90 ثانية اعتمادًا على حجم القالب ونوع المركب. تعمل هذه الخطوة على إزالة الهواء المذاب داخل مركب المطاط، وتطهير الرطوبة، وإزالة المنتجات الثانوية المتطايرة التي قد تشكل فقاعات أو فراغات أثناء المعالجة.
تطبيق الضغط الكامل والمعالجة
مع الحفاظ على الفراغ، تطبق المكبس ضغط تثبيت كامل - عادةً ما بين 10 و25 ميجا باسكال اعتمادًا على مواصفات المنتج - بينما تقوم الألواح الساخنة بجلب القالب إلى درجة حرارة المعالجة المستهدفة، عادةً ما بين 150 درجة مئوية و200 درجة مئوية لمعظم المركبات المعالجة بالكبريت. يؤدي الجمع بين الحرارة والضغط إلى بدء تفاعلات الارتباط المتقاطع داخل المصفوفة المطاطية ويحركها. يختلف وقت المعالجة من بضع دقائق للأجزاء الرقيقة إلى أكثر من ساعة للأجزاء السميكة أو المعقدة. طوال هذه المرحلة، يستمر الفراغ في قمع أي هجرة غاز متبقية.

الافراج عن الضغط وDemolding
بمجرد اكتمال دورة المعالجة، تقوم الصحافة بتحرير ضغط التثبيت، ويتم تنفيس الفراغ، ويتم فتح القالب. تتم إزالة الجزء المطاطي المعالج — عادةً بمساعدة دبابيس القاذف أو الهواء المضغوط — ويخضع لفحص ما بعد المعالجة. يتم إجراء التشذيب السريع، إذا لزم الأمر، قبل أن ينتقل الجزء إلى مراقبة الجودة والتعبئة.
المزايا الأساسية للفلكنة الفراغية مقارنة بطرق الضغط الساخن القياسية
تعمل بيئة الفراغ على تغيير نتائج جودة معالجة المطاط بشكل أساسي. الشركات المصنعة التي تتحول من الفلكنة التقليدية بالضغط الساخن إلى الأنظمة المدعومة بالفراغ تبلغ باستمرار عن تحسينات قابلة للقياس عبر مقاييس الجودة والإنتاجية المتعددة:
- القضاء على المسامية وشوائب الهواء: أir trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- تشطيب سطحي متفوق: بدون وجود هواء محصور في واجهة سطح القالب، يتدفق المطاط بشكل نظيف في كل تفاصيل التجويف، مما ينتج عنه حواف أكثر وضوحًا، وحروف أكثر نظافة أو إعادة إنتاج الملمس، ولمسة نهائية ناعمة وخالية من العيوب مما يقلل من متطلبات التشطيب الثانوية.
- تحسين اتساق الأبعاد: يضمن العلاج بمساعدة الفراغ أن يملأ المطاط تجويف القالب بشكل موحد في ظل ظروف خاضعة للرقابة، مما يقلل من تباين السُمك وتشتت الأبعاد من جزء إلى جزء - وهو مطلب بالغ الأهمية لتطبيقات الختم حيث تكون التفاوتات المسموح بها ضيقة.
- أداء أفضل مع المركبات الحساسة للرطوبة: مطاط السيليكون، EPDM، وبعض المركبات المتخصصة حساسة للتلوث بالرطوبة أثناء المعالجة. تعمل البيئة الفراغية على إزالة الرطوبة قبل أن تتسبب في ظهور تقرحات سطحية أو تغير اللون أو علاج غير كامل في المناطق المصابة.
- انخفاض معدلات الخردة وإعادة العمل: من خلال القضاء على الأسباب الرئيسية للعيوب الداخلية والسطحية، تقلل الفلكنة الفراغية بشكل كبير من نسبة الأجزاء التي تفشل في الفحص، مما يقلل من هدر المواد وتكاليف إعادة العمل.
- التوافق مع الأشكال الهندسية المعقدة: يتم ملء التجاويف العميقة، والجدران الرقيقة، والتقطيعات السفلية، والقنوات الداخلية المعقدة بشكل أكثر موثوقية عندما يكون القالب تحت فراغ، حيث لا يوجد ضغط هواء منافس يقاوم تدفق المطاط إلى المناطق المحظورة.
الصناعات والتطبيقات التي تعتمد على آلات الفلكنة المطاطية الفراغية
يمتد الطلب على آلات الفلكنة الفراغية إلى مجموعة واسعة من الصناعات، ولكل منها متطلبات أداء محددة تجعل عملية الفراغ إما مفضلة بشدة أو إلزامية من الناحية الفنية:
| الصناعة | المنتجات النموذجية | متطلبات المفتاح |
| أutomotive | أختام الأبواب، والحشيات، والحلقات، والبطانات | دقة الأبعاد، مسامية صفر |
| أerospace | أختام نظام الوقود ومخمدات الاهتزاز | هيكل خالي من العيوب وموثوقية عالية |
| الأجهزة الطبية | زراعة السيليكون، والأغشية، والأنابيب | النقاء، جودة السطح، التوافق الحيوي |
| إلكترونيات | لوحات المفاتيح، الموصلات، التغليف | استنساخ التفاصيل الدقيقة والاتساق |
| المعدات الصناعية | أغشية المضخة، والبكرات، وأجزاء الناقل | المتانة الميكانيكية، كثافة موحدة |
| الأحذية | نعل خارجي مطاطي، مكونات الكعب | الانتهاء من السطح، ومقاومة التآكل |
| الطاقة / النفط والغاز | أختام الضغط العالي، والتعبئة، والأكمام | سلامة الضغط والمقاومة الكيميائية |
في قطاعات مثل الطيران والأجهزة الطبية، لا تعد الفلكنة الفراغية مجرد تفضيل للجودة - بل هي شرط للحصول على شهادة. تفرض المعايير التنظيمية التي تحكم المكونات المطاطية في هذه المجالات هياكل داخلية خالية من العيوب ولا يمكن تحقيقها بشكل موثوق إلا من خلال المعالجة بمساعدة الفراغ.
المواصفات الفنية الرئيسية التي يجب تقييمها عند اختيار الآلة
يتطلب اختيار آلة فلكنة المطاط الفراغية المناسبة تقييمًا دقيقًا للمواصفات الميكانيكية ومواصفات التحكم في العمليات. المعلمات التالية لها التأثير المباشر الأكبر على القدرة الإنتاجية وجودة المنتج:
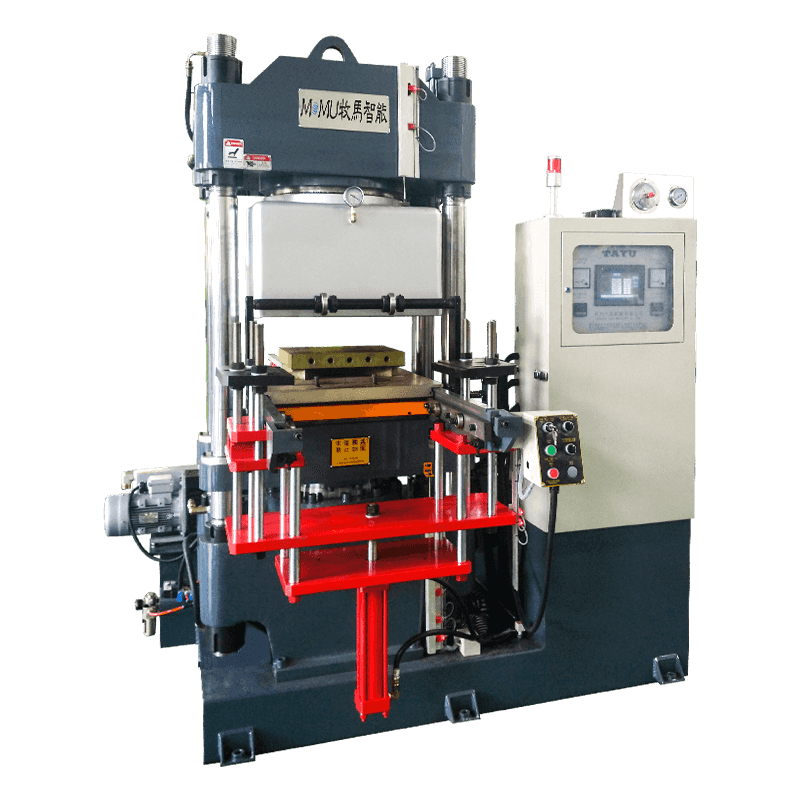
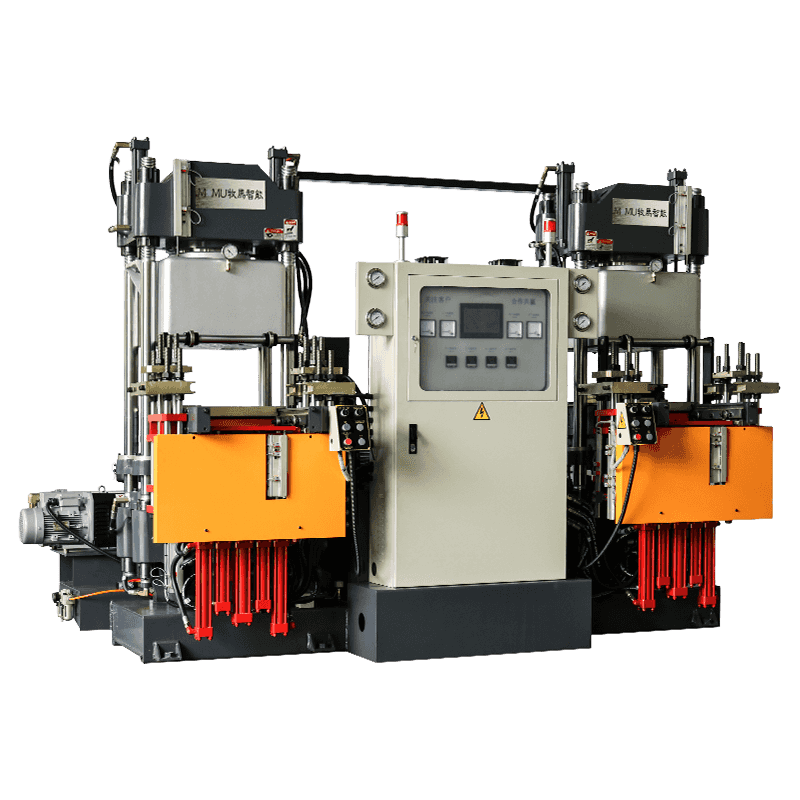
حجم الصوانى وتكوينها
تحدد أبعاد اللوح الحد الأقصى لبصمة القالب التي يمكن للآلة استيعابها. تتراوح أحجام الألواح الشائعة من 300 × 300 مم للإنتاج المعملي أو الأجزاء الصغيرة حتى 1200 × 1200 مم للمكونات الصناعية الكبيرة. تسمح تكوينات ضوء النهار المتعدد - الآلات التي تحتوي على ثلاثة مستويات من الصفائح أو أكثر - بمعالجة قوالب متعددة في وقت واحد، مما يؤدي إلى زيادة كبيرة في الإنتاج لكل دورة آلة دون الحاجة إلى مساحة أرضية إضافية.
قوة لقط
يجب أن تكون قوة التثبيت، المعبر عنها بالكيلونيوتن (كيلو نيوتن) أو الأطنان، كافية للحفاظ على إغلاق القالب بالكامل ضد الضغط الداخلي الناتج عن تمدد المطاط أثناء المعالجة. تؤدي قوة التثبيت غير الكافية إلى حدوث فلاش، ونمو زائد للأبعاد، وعيوب في فصل القالب. تتراوح قوى التثبيت النموذجية من 100 كيلو نيوتن للمكابس الصغيرة إلى أكثر من 10000 كيلو نيوتن للأنظمة الصناعية كبيرة الحجم.
أداء نظام الفراغ
تعد سعة مضخة التفريغ ومستوى التفريغ الذي يمكن تحقيقه من العوامل الحاسمة. تصل المضخة ذات السعة العالية إلى مستوى التفريغ المستهدف بشكل أسرع، مما يقلل من وقت الدورة. يجب أن يكون مستوى الفراغ قابلاً للتحقق من خلال أجهزة قياس معايرة مع إمكانية تسجيل البيانات، خاصة بالنسبة للمصنعين الذين ينتجون وفقًا لمعايير الجودة الفضائية أو الطبية التي تتطلب سجلات عملية موثقة لكل دفعة إنتاج.
توحيد درجة الحرارة عبر الصوانى
يؤدي تغير درجة الحرارة عبر سطح الصوانى بشكل مباشر إلى معدلات علاج غير متساوية داخل القالب. تدعو أفضل ممارسات الصناعة إلى توحيد درجة الحرارة ضمن ±2 درجة مئوية عبر منطقة الصوانى بأكملها. تحافظ الآلات المجهزة بعناصر تسخين مخصصة لمناطق مستقلة وأجهزة تحكم في درجة الحرارة PID ذات حلقة مغلقة على تجانس أكثر إحكامًا من الأنظمة ذات المنطقة الواحدة، ويجب التحقق من هذه المواصفات من خلال بيانات القياس الفعلية المقدمة من قبل الشركة المصنعة.
نظام التحكم وتسجيل البيانات
تم تجهيز آلات الفلكنة الفراغية الحديثة بوحدات تحكم منطقية قابلة للبرمجة (PLCs) وواجهات تعمل باللمس بين الإنسان والآلة (HMIs) تسمح للمشغلين بتخزين وصفات معالجة متعددة، وتعيين ملفات تعريف الضغط ودرجة الحرارة متعددة المراحل، ومراقبة معلمات العملية في الوقت الفعلي. إن القدرة على تسجيل البيانات - تسجيل درجة الحرارة، والضغط، ومستوى الفراغ، ووقت الدورة لكل عملية إنتاج - مطلوبة بشكل متزايد من قبل أنظمة إدارة الجودة التي تعمل بموجب معايير ISO أو IATF.
مركبات المطاط الشائعة المعالجة ومتطلباتها المحددة
تتصرف مركبات المطاط المختلفة بشكل مختلف في ظل ظروف الفلكنة الفراغية، ويجب تعديل معلمات عملية الآلة وفقًا لذلك. تشمل المواد الأكثر معالجة بشكل متكرر ما يلي:
- المطاط الطبيعي (NR): يتطلب درجات حرارة معالجة معتدلة (150-160 درجة مئوية) ويستفيد بشكل كبير من الفراغ بسبب ميله إلى امتصاص الرطوبة الجوية أثناء تخزين المركب. يمنع الإخلاء الفراغي ظهور تقرحات على السطح بسبب إطلاق البخار أثناء المعالجة.
- مطاط السيليكون (VMQ/LSR): السيليكون حساس للغاية للتلوث والرطوبة. يعد العلاج بالفراغ ممارسة قياسية بشكل أساسي لأجزاء السيليكون الطبية والغذائية، حيث تكون أي مسامية أو عيب سطحي غير مقبول. تتراوح درجات حرارة المعالجة عادة من 160 درجة مئوية إلى 200 درجة مئوية.
- إبدم: تستخدم مركبات EPDM على نطاق واسع في موانع الطقس للسيارات وأغشية الأسقف، حيث تطلق منتجات ثانوية متطايرة أثناء المعالجة مما يؤدي إلى خلق فراغات داخلية دون مساعدة فراغية. يعد الإخلاء الفراغي أمرًا قياسيًا لمكونات الختم EPDM عالية الأداء.
- مطاط النتريل (NBR): يستخدم NBR على نطاق واسع في موانع التسرب والحلقات المقاومة للزيت، ويستفيد من المعالجة الفراغية عند إنتاج أجزاء للأنظمة الهيدروليكية والهوائية حيث يكون الهيكل الداخلي الخالي من الفراغ أمرًا بالغ الأهمية لسلامة الضغط.
- مطاط الفلوروكربون (FKM/فيتون): مركب مانع للتسرب عالي الأداء للبيئات الكيميائية ودرجات الحرارة القاسية. تعد FKM باهظة الثمن، مما يجعل معدلات العيوب في المعالجة غير الفراغية مصدر قلق كبير من حيث التكلفة. تعمل الفلكنة الفراغية على تقليل معدلات الخردة لهذه المادة بشكل كبير.
ممارسات الصيانة التي تحمي أداء الماكينة وطول عمرها
أ vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- خدمة مضخة فراغ: مضخة التفريغ هي العنصر الأكثر كثافة في الصيانة. تتطلب مضخات الريشة الدوارة المغلقة بالزيت تغيير الزيت على فترات زمنية تحددها الشركة المصنعة - عادةً كل 500 إلى 1000 ساعة تشغيل - ويجب فحص حالة الزيت بصريًا يوميًا. يقلل زيت المضخة الملوث من مستوى الفراغ الذي يمكن تحقيقه ويزيد من تآكل المضخة.
- معايرة درجة حرارة الصوانى: يجب التحقق من درجة حرارة سطح الصفيحة مقابل المزدوجات الحرارية المرجعية المعايرة كل ثلاثة أشهر على الأقل. يؤثر انحراف درجة الحرارة الناتج عن تقادم عناصر التسخين أو تدهور المزدوجات الحرارية بشكل مباشر على جودة العلاج ويمكن أن لا يتم اكتشافه دون إجراء فحوصات معايرة منهجية.
- فحص النظام الهيدروليكي: تحقق من مستوى السائل الهيدروليكي وحالته شهريًا. افحص الخراطيم والتجهيزات وأختام الأسطوانات بحثًا عن أي تسرب عند كل بداية نوبة. يجب التحقق من الضغط الهيدروليكي وفقًا للمواصفات المقدرة للماكينة كل ثلاثة أشهر باستخدام مقياس مستقل.
- خط الفراغ وسلامة الختم: افحص جميع خطوط التفريغ والتركيبات وأخاديد ختم القالب بحثًا عن الشقوق أو تراكم الحطام المطاطي أو تدهور الختم. حتى التسريبات الفراغية الصغيرة تقلل بشكل كبير من مستويات الفراغ التي يمكن تحقيقها وتؤثر على اتساق العملية.
- تشحيم الصفيحة وعمود التوجيه: أpply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
يوصى بشدة بوضع جدول صيانة وقائية موثق - مع سجلات إكمال موقعة لكل مهمة - للشركات المصنعة التي تعمل بموجب ISO 9001، أو IATF 16949، أو أطر إدارة الجودة المكافئة. لا تعمل الصيانة المناسبة على إطالة عمر خدمة الماكينة فحسب، بل تضمن أيضًا أن تظل معلمات العملية المسجلة أثناء التحقق من الصحة ممثلة لأداء الماكينة الفعلي طوال دورة حياة الإنتاج.