يعد قولبة ضغط المطاط واحدة من أقدم العمليات وأكثرها استخدامًا في تصنيع الأجزاء المطاطية، وتظل الآلة الموجودة في مركز هذه العملية - آلة قولبة ضغط المطاط - حجر الزاوية في خطوط الإنتاج عبر قطاعات السيارات والفضاء والختم الصناعي والسلع الاستهلاكية. على الرغم من ظهور تقنيات القولبة بالحقن والنقل، إلا أن القولبة بالضغط تستمر بسبب بساطتها، ومزايا تكلفة الأدوات، وملاءمتها لمجموعة واسعة من مركبات المطاط وهندسة الأجزاء. إن فهم كيفية عمل هذه الآلات، وما يميز المعدات عالية الجودة عن المعدات المتوسطة، وكيفية مطابقة مواصفات الماكينة مع احتياجات الإنتاج الخاصة بك، أمر ضروري للمهندسين ومديري المشتريات ومشغلي المصانع الذين يعملون مع منتجات المطاط المفلكن.
ما الذي تفعله آلة صب ضغط المطاط
أ آلة صب ضغط المطاط يطبق الحرارة والضغط الخاضعين للرقابة على شحنة تم قياسها مسبقًا من مركب مطاطي غير معالج يتم وضعه مباشرة في تجويف القالب المفتوح. عندما تغلق الآلة القالب تحت الضغط الهيدروليكي، يضطر المطاط إلى التوافق مع شكل التجويف. تؤدي الحرارة المستمرة - عادة ما بين 150 درجة مئوية و200 درجة مئوية اعتمادًا على المركب - إلى الفلكنة، وهي عملية الارتباط الكيميائي التي تحول المركب المطاطي الناعم والمرن إلى جزء نهائي مرن ومتين. بمجرد اكتمال دورة المعالجة، يتم فتح القالب وإزالة الجزء، مما يتطلب غالبًا إزالة الوميض يدويًا لقص المواد الزائدة التي تدفقت إلى خط الفراق.
تعتبر عملية القولبة بالضغط مناسبة بشكل خاص للمطاط الطبيعي، EPDM، السيليكون، النيوبرين، النتريل (NBR)، واللدائن الفلورية (FKM/Viton). يتم استخدامه بشكل شائع لإنتاج الأختام والجوانات والحلقات الدائرية ومخمدات الاهتزاز والأغشية والبطانات والمقاطع المطاطية المخصصة. نظرًا لأن القالب مفتوح أثناء التحميل، فإن القولبة بالضغط تستوعب المطاط المقوى بالنسيج، والأجزاء المرتبطة بالمطاط المعدني، ويتم إدخالها بشكل طبيعي أكثر من عمليات القولبة بالحقن، مما يجعلها الطريقة المفضلة لمكونات المطاط المركبة المعقدة.
المكونات الأساسية لآلة تشكيل ضغط المطاط
إن فهم المكونات الرئيسية لآلة التشكيل بالضغط يوضح مبادئ التشغيل وعوامل الجودة الرئيسية التي يجب تقييمها عند مقارنة النماذج من مختلف الشركات المصنعة.
النظام الهيدروليكي
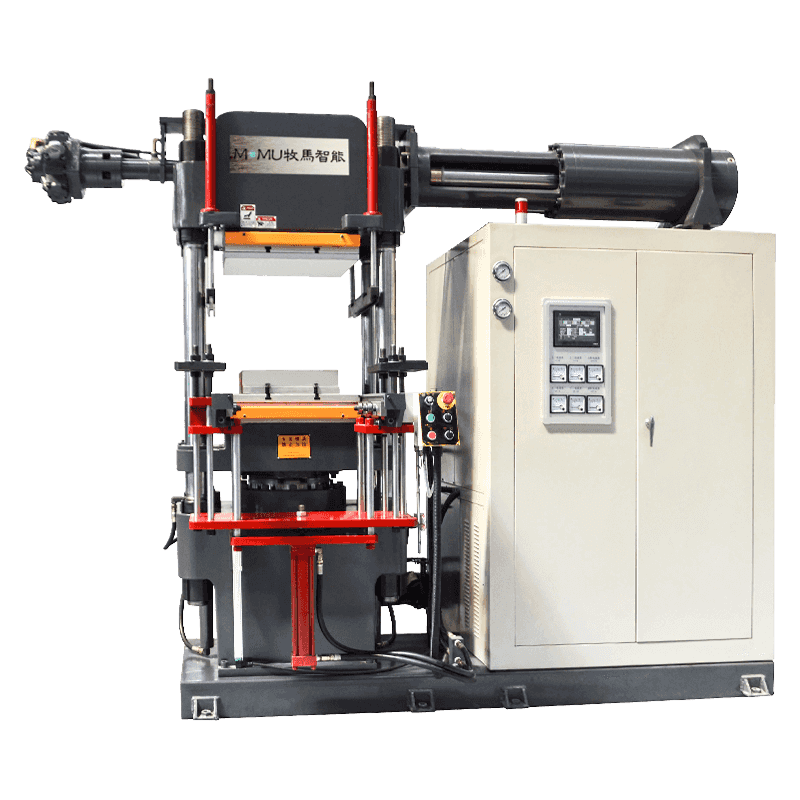
النظام الهيدروليكي هو قلب توليد القوة للآلة. تقوم المضخة الهيدروليكية بدفع السائل إلى أسطوانات تعمل على تشغيل اللوح المتحرك، مما يولد قوة التثبيت التي تغلق القالب وتحافظ على الضغط طوال دورة المعالجة. يتم قياس قوة التثبيت بالطن وتحدد بشكل مباشر الحد الأقصى لحجم القالب وضغط التجويف الذي يمكن تحقيقه. تتراوح الآلات من وحدات صغيرة منضدية تتراوح طاقتها من 10 إلى 50 طنًا لأعمال المختبرات والنماذج الأولية، إلى مكابس إنتاج كبيرة تتجاوز 1000 طن لقطع غيار السيارات والصناعية. يعد استقرار ضغط النظام الهيدروليكي أثناء المعالجة أمرًا بالغ الأهمية - حيث تتسبب التقلبات في اختلاف الأبعاد في الجزء النهائي ويمكن أن تؤدي إلى ملء غير كامل أو فراغات في المطاط.

أطباق ساخنة
الألواح العلوية والسفلية عبارة عن صفائح معدنية مسطحة ومطحونة بدقة والتي تحمل نصفي القالب وتنقل الحرارة إليهما. يتم تسخين الألواح داخليًا باستخدام عناصر المقاومة الكهربائية، أو البخار، أو تدوير الزيت الساخن. يعد التسخين الكهربائي أكثر شيوعًا في الآلات الحديثة نظرًا لسهولة التحكم فيه وسهولة صيانته. يوفر التسخين بالبخار معدلات تسخين سريعة ولكنه يتطلب بنية تحتية وأنظمة لإدارة الضغط. يعد انتظام توزيع درجة الحرارة عبر سطح اللوح أحد أهم مؤشرات الجودة لآلة القولبة بالضغط - يمكن أن يؤدي تغير درجة الحرارة لأكثر من ± 3 درجات مئوية عبر اللوح إلى معالجة غير متساوية، مما يؤدي إلى ظهور أجزاء ذات صلابة وكثافة ودقة أبعاد غير متناسقة عبر القالب.
نظام التحكم
تستخدم آلات قولبة ضغط المطاط الحديثة أنظمة تحكم تعتمد على PLC (وحدة التحكم المنطقية القابلة للبرمجة) مع لوحات HMI (واجهة الإنسان والآلة) التي تعمل باللمس والتي تسمح للمشغلين ببرمجة وتخزين وصفات العلاج - مجموعات من إعدادات درجة الحرارة والضغط والوقت لمركبات مطاطية محددة وهندسة الأجزاء. توفر الآلات المتقدمة التحكم في الضغط متعدد المراحل، والتنفس التلقائي للعفن (تحرير الضغط اللحظي المتحكم فيه للسماح للهواء المحبوس والمواد المتطايرة بالهروب أثناء المعالجة)، والتكامل مع أنظمة مراقبة الإنتاج وبيانات الجودة. قد تستخدم الآلات ذات المستوى المبتدئ أدوات تحكم أبسط تعتمد على الترحيل أو التناظرية وعناصر التحكم في الحرارة، مما يحد من الدقة وإمكانية التتبع ولكنه يقلل من التكلفة.
معلمات العملية الرئيسية وكيف تؤثر على جودة الجزء
تخضع جودة صب ضغط المطاط إلى ثلاث معلمات عملية مترابطة: درجة الحرارة والضغط والوقت. إن الحصول على هذه العناصر بشكل صحيح لمركب مطاطي معين وتصميم القالب هو أساس الإنتاج المتسق.
| المعلمة | النطاق النموذجي | تأثير منخفض جدًا | تأثير مرتفع جدًا |
| درجة الحرارة | 150 درجة مئوية – 200 درجة مئوية | تقويض؛ أجزاء ناعمة وضعيفة | علاج مفرط؛ هشاشة، وتدهور السطح |
| الضغط | 5 – 15 ميجا باسكال ضغط التجويف | تعبئة غير كاملة؛ المسامية؛ لقطات قصيرة | فلاش مفرط تلف العفن |
| وقت العلاج | 2 - 20 دقيقة (يعتمد على المركب) | تقويض؛ الابتذال. خصائص ميكانيكية سيئة | الارتداد (في NR) ؛ وقت الدورة الضائعة |
إن وقت المعالجة خاص بالمركب ويجب تحديده من خلال اختبار مقياس ريومتر (باستخدام أدوات مثل MDR - مقياس ريومتر القالب المتحرك) قبل بدء الإنتاج. يُنشئ مقياس الجريان منحنى معالجة يُظهر وقت المعالجة الأمثل (T90 — الوقت اللازم للوصول إلى 90% من عزم الدوران الأقصى) لدرجة حرارة معينة. يؤدي تشغيل الأجزاء عند T90 بدلاً من المعالجة الزائدة إلى تقليل وقت الدورة واستهلاك الطاقة دون المساس بالخصائص الميكانيكية. تقوم العديد من مرافق الإنتاج بتخزين بيانات علاج مقياس الجريان جنبًا إلى جنب مع وصفات علاج PLC الخاصة بها للحفاظ على إمكانية التتبع وتمكين التعديل السريع للوصفة عند تغيير دفعات المواد الخام.
أنواع آلات صب ضغط المطاط
تتوفر آلات قولبة ضغط المطاط في العديد من التكوينات الهيكلية والتشغيلية، كل منها مناسب لمقاييس الإنتاج المختلفة ومتطلبات الأجزاء.
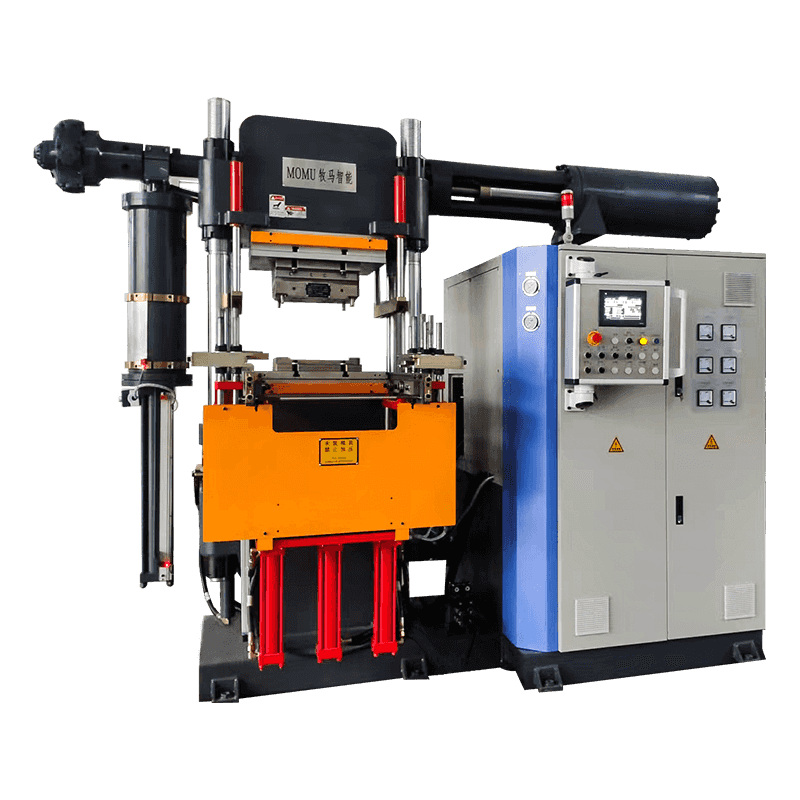
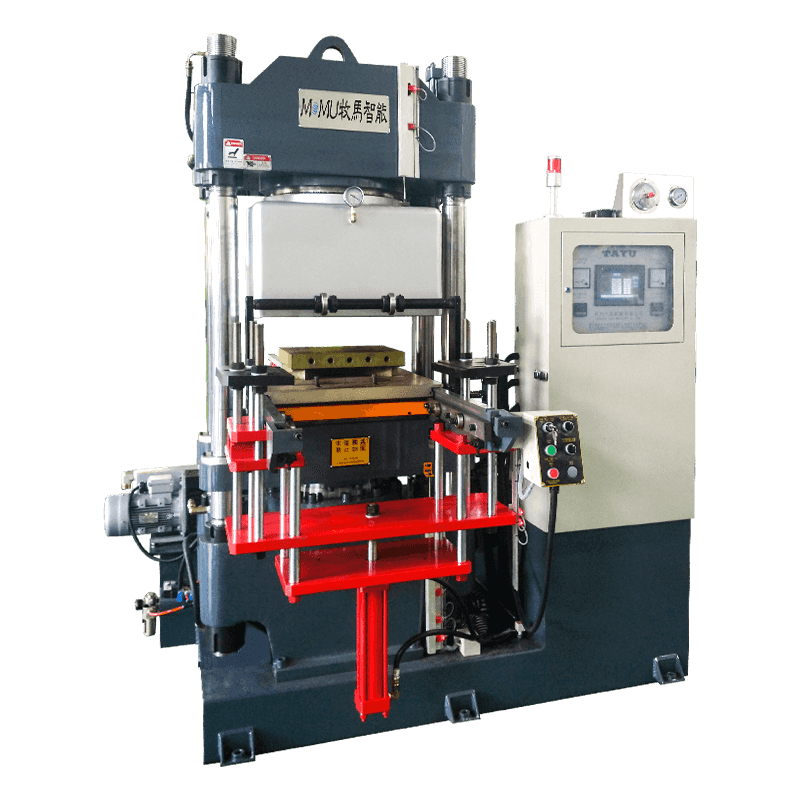
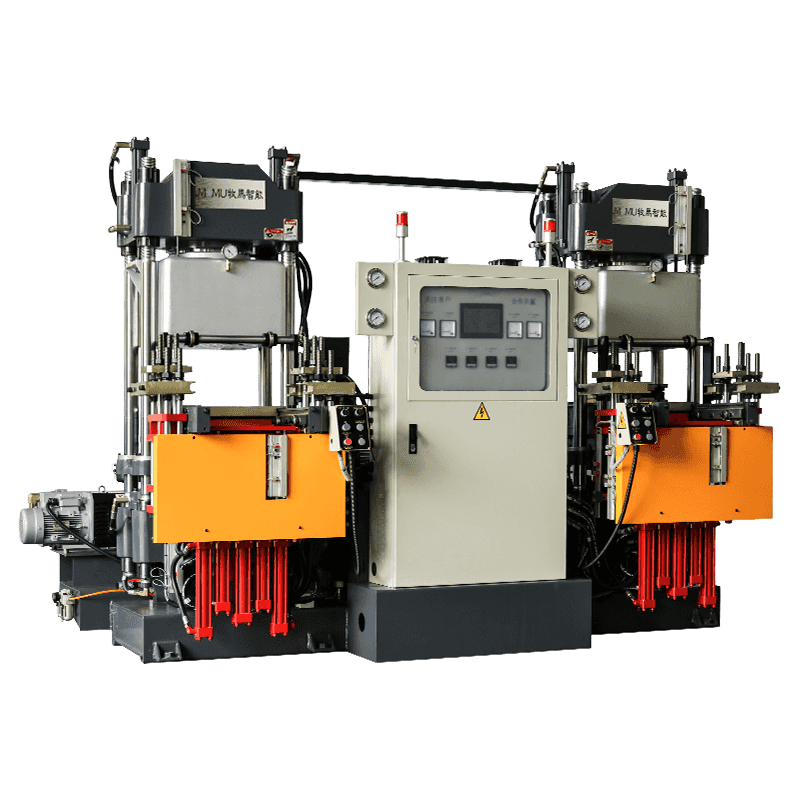
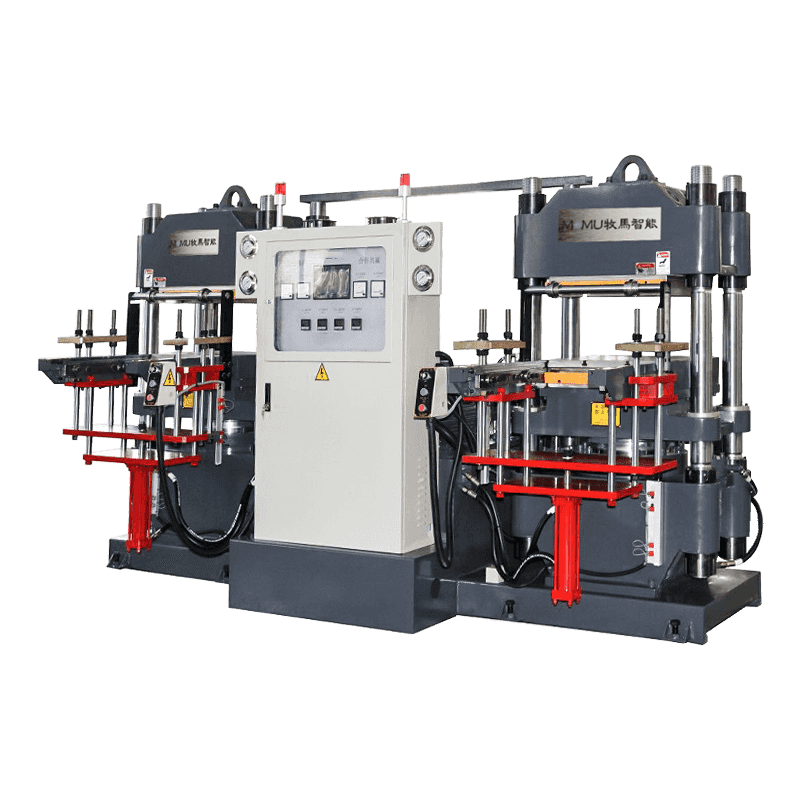
- الصحافة في ضوء النهار الواحد: التكوين الأكثر شيوعًا، مع مجموعة واحدة من الألواح العلوية والسفلية التي تفتح وتغلق في إجراء واحد. سهل التشغيل والصيانة، ومناسب لمعظم إنتاج الأجزاء المطاطية القياسية. متوفر بأحجام بدءًا من نماذج المختبرات الموضوعة على مقاعد البدلاء وحتى المطابع الصناعية الكبيرة.
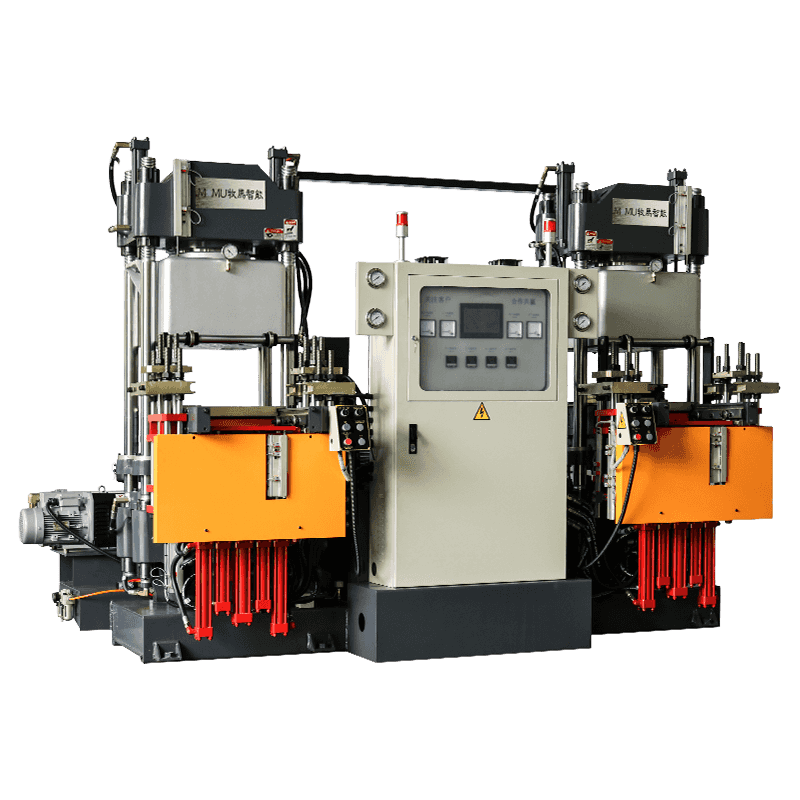
- الصحافة متعددة النهار: تتميز بمستويات فتح قوالب متعددة (أضواء النهار) مكدسة عموديًا داخل إطار ضغط واحد، مما يسمح بمعالجة العديد من القوالب في وقت واحد في دورة ضغط واحدة. يزيد بشكل كبير من الإنتاج لكل مساحة للآلة ويستخدم على نطاق واسع في إنتاج الحشيات والأختام بكميات كبيرة.
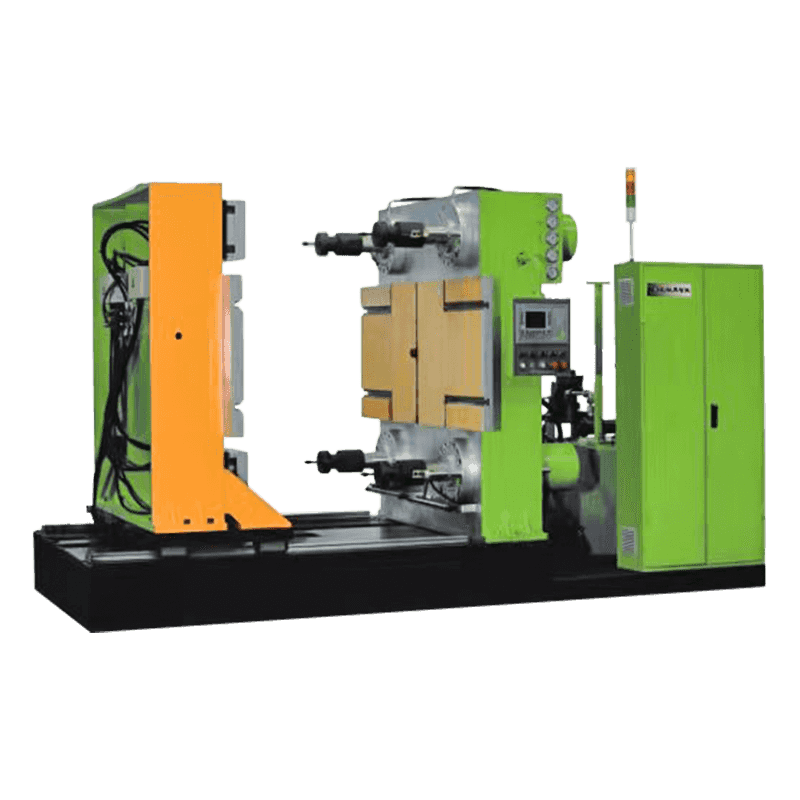
- الصحافة الجدول الدوارة: يستخدم دائريًا دوارًا لمحطات القالب التي يتم فهرستها من خلال أوضاع التحميل والضغط والتفريغ. يتيح التشغيل المستمر مع تقليل وقت توقف المشغل بين الدورات، وهو مناسب تمامًا لإنتاج كميات كبيرة من الأجزاء الصغيرة إلى المتوسطة.
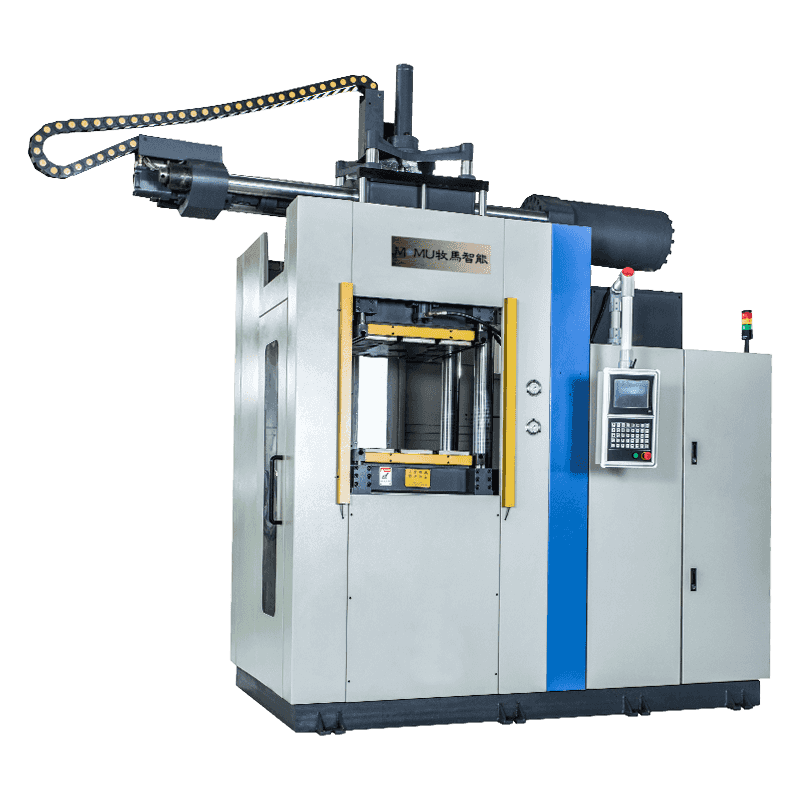
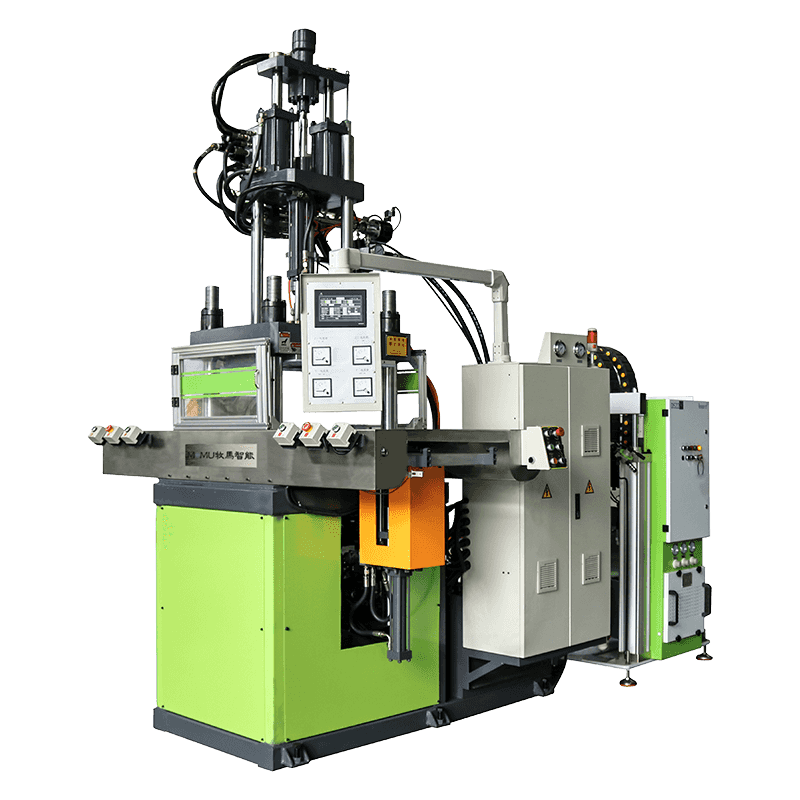
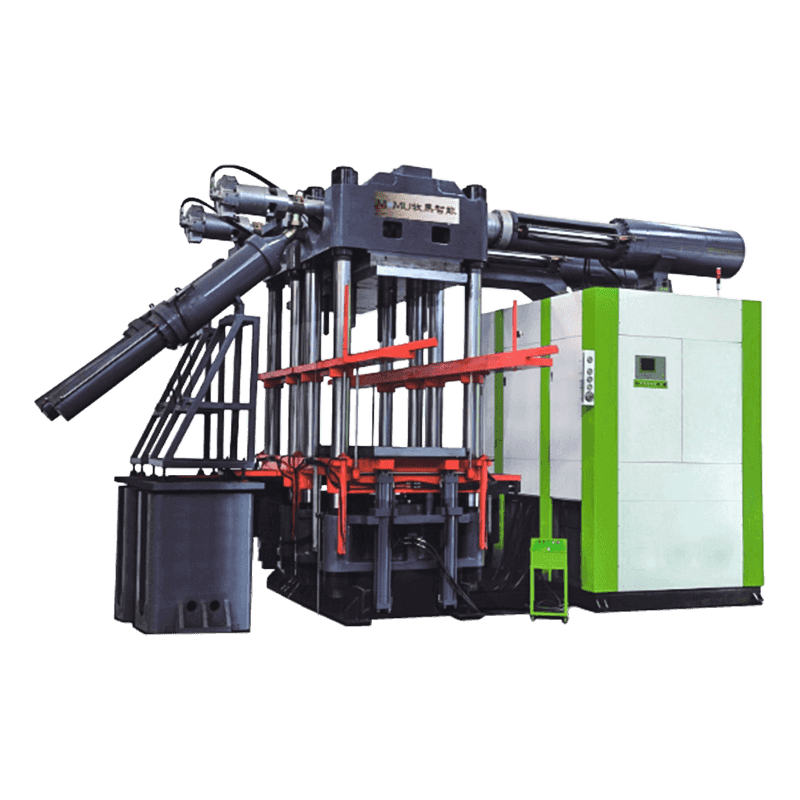
- آلة صب ضغط الفراغ: مجهزة بغرفة مفرغة حول منطقة القالب، تقوم هذه الآلات بإخلاء الهواء من تجويف القالب قبل وأثناء الإغلاق. وهذا يمنع انحباس الهواء في المطاط، وهو أمر بالغ الأهمية لأجزاء السيليكون والتطبيقات الأخرى حيث المسامية غير مقبولة - مثل الأجهزة الطبية، والأختام الملامسة للأغذية، والأغشية عالية الأداء.
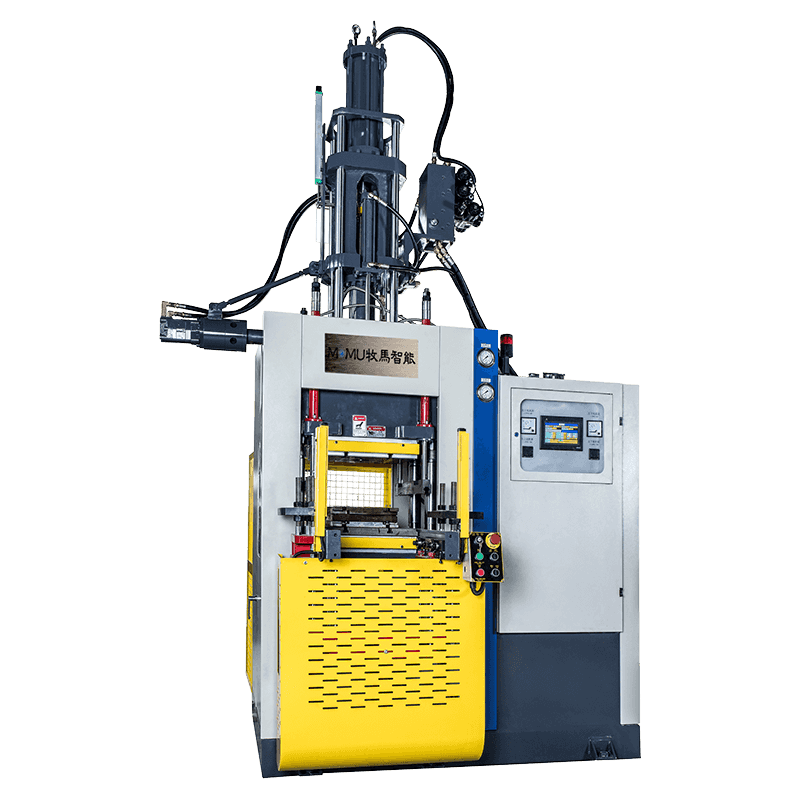
- مكبس هيدروليكي بأربعة أعمدة: يستخدم أربعة أعمدة توجيه رأسية حول منطقة اللوح لتحقيق التوازي الدقيق أثناء إغلاق القالب. يُفضل للقوالب الكبيرة أو الدقيقة حيث يؤدي انحراف الصفيحة أو اختلال المحاذاة إلى وميض غير متساوٍ، أو عدم تطابق خط الفراق، أو اختلاف الأبعاد عبر القالب.
قولبة الضغط مقابل قولبة النقل والحقن للمطاط
غالبًا ما يواجه مصنعو المطاط قرارًا بشأن ما إذا كان الضغط أو النقل أو القولبة بالحقن هي العملية الصحيحة لجزء معين. ولكل منها مزايا وقيود واضحة ينبغي تقييمها في ضوء حجم الإنتاج، وتعقيد الجزء، ونوع المادة، وميزانية الأدوات.
| عامل | ضغط | نقل | الحقن |
| تكلفة الأدوات | منخفض | متوسط | عالية |
| وقت الدورة | أطول | متوسط | الأقصر |
| النفايات المادية | معتدل (فلاش) | معتدل (وعاء / ذرب) | منخفض |
| تعقيد الجزء | منخفض to Medium | متوسط | عالية |
| إدراج صب | ممتاز | جيد | محدودة |
| ملاءمة الحجم | منخفض to medium | متوسط | عالية volume |
| مطلوب مهارة المشغل | معتدل | معتدل | عاليةer |
يفوز صب الضغط باستمرار بتكلفة الأدوات ومرونة صب الإدراج، وهذا هو السبب في أنه يظل العملية السائدة لتطوير النموذج الأولي، وعمليات الإنتاج القصيرة، والأجزاء التي تتطلب ربط المعدن أو القماش. بالنسبة للتطبيقات ذات الحجم الكبير جدًا حيث تصبح تكلفة العمالة لكل جزء العامل الاقتصادي المهيمن، فإن الدورة الآلية لقولبة الحقن والحد الأدنى من متطلبات القطع السريعة يبرران بشكل عام الاستثمار العالي في المعدات والأدوات.
ما الذي يجب تقييمه عند اختيار آلة تشكيل ضغط المطاط
يتطلب اختيار الماكينة المناسبة توافقًا دقيقًا بين مواصفات منتجك، وأحجام الإنتاج، والمركبات المطاطية، وبيئة التشغيل. يؤدي شراء معدات غير محددة إلى خلق اختناقات؛ المبالغة في تحديد رأس المال المهدر. ينبغي للمعايير التالية أن توجه أي تقييم جدي:
- قوة لقط: احسب الحمولة المطلوبة بناءً على ضغط التجويف المتوقع (عادةً من 7 إلى 12 ميجا باسكال لمعظم المركبات المطاطية) مضروبًا في إجمالي المساحة المتوقعة لجميع التجاويف بالإضافة إلى مساحة الفلاش في القالب. قم دائمًا بتضمين هامش أمان لا يقل عن 20% لاستيعاب الاختلاف بين المركبات وتصميمات القوالب.
- حجم الصوانى: يجب أن تكون اللوحة كبيرة بما يكفي لاستيعاب أكبر قالب لديك مع خلوص من جميع الجوانب للتثبيت والتجانس الحراري. تتراوح أحجام الألواح القياسية من 200 × 200 مم لمكابس المختبرات الصغيرة إلى 1200 × 1200 مم أو أكبر لآلات الإنتاج الصناعي.
- توحيد درجة الحرارة: اطلب مواصفات توحيد درجة حرارة الصوانى الخاصة بالشركة المصنعة وتحقق منها بشكل مستقل إن أمكن. بالنسبة للأجزاء المصنوعة من السيليكون الدقيق أو المطاط من الدرجة الطبية، يعد التماثل بـ ±2 درجة مئوية أو أفضل عبر سطح الصوانى بالكامل أمرًا ضروريًا.
- افتتاح النهار: يجب أن تتوافق المسافة القصوى بين الألواح المفتوحة مع ارتفاع القالب بالإضافة إلى الخلوص لإزالة الأجزاء وتحميلها. يجبر ضوء النهار غير الكافي المشغلين على اتخاذ مواقف غير ملائمة مما يؤدي إلى إبطاء أوقات الدورات وزيادة المخاطر المريحة.
- تعقيد نظام التحكم: قم بتقييم ما إذا كان تخزين وصفة PLC وتسجيل البيانات وإمكانيات المراقبة عن بعد تتوافق مع متطلبات إدارة الجودة وإمكانية التتبع لديك. لدى الصناعات مثل صناعة السيارات (IATF 16949) والطبية (ISO 13485) توقعات محددة لتوثيق العمليات لا تستطيع الآلات الأبسط دعمها.
- أfter-sales support and spare parts availability: تتآكل الأختام الهيدروليكية وعناصر التسخين ومكونات التحكم بمرور الوقت. تأكد من أن الشركة المصنعة أو الموزع المحلي يحتفظ بمخزون قطع الغيار ويمكنه تقديم الدعم الفني خلال أوقات الاستجابة المقبولة لبيئة الإنتاج الخاصة بك.
ممارسات الصيانة التي تعمل على إطالة عمر الماكينة وحماية جودة الأجزاء
أ rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- يوميا: قم بتنظيف أسطح الصوانى وأوجه فراق القالب من الوميض والبقايا المركبة باستخدام عامل التحرير المناسب والأدوات غير الكاشطة. افحص مستوى السائل الهيدروليكي وتحقق من عدم وجود تسربات مرئية حول أختام الأسطوانة وتركيباتها. التحقق من قراءات درجة حرارة الصوانى مقابل المزدوجات الحرارية المعايرة.
- أسبوعي: تحقق من حالة السائل الهيدروليكي وحالة الفلتر. فحص أعمدة الدليل وتوازي الصوانى. تأكد من أن جميع أقفال الأمان — بما في ذلك توقف الطوارئ، وستائر الإضاءة، وصمامات تخفيف الضغط — تعمل بشكل صحيح.
- شهريا: معايرة أجهزة التحكم في درجة الحرارة والمزدوجات الحرارية مقابل مرجع يمكن تتبعه. افحص مقاومة عناصر التسخين لتحديد العناصر التي تقترب من نهاية عمرها الافتراضي قبل أن تفشل في الإنتاج. تحقق من أختام الأسطوانة الهيدروليكية بحثًا عن علامات البكاء.
- أnnually: تغيير سائل هيدروليك كامل واستبدال الفلتر. قياس تسطيح الصفيحة وتصحيحها إذا لزم الأمر. فحص كامل للنظام الكهربائي بما في ذلك إحكام الأطراف ومقاومة العزل واستبدال بطارية PLC.
أ rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.