ما هي آلة الفلكنة المطاطية الفراغية وكيف تعمل؟
أ آلة فراغ المطاط بالكبريت عبارة عن قطعة متخصصة من المعدات الصناعية التي تستخدم الحرارة والضغط والبيئة المفرغة التي يتم التحكم فيها لمعالجة المطاط الخام أو المركب كيميائيًا إلى شكله النهائي المتين. الفلكنة نفسها هي العملية التي يتم من خلالها ربط سلاسل البوليمر في المطاط بشكل متقاطع - عادة من خلال أنظمة المعالجة القائمة على الكبريت أو البيروكسيد - لتحويل المطاط الخام الناعم واللزج وغير المستقر الأبعاد إلى مادة ذات مرونة عالية وقوة شد ومقاومة للتآكل واستقرار حراري. إن إضافة الفراغ إلى عملية الفلكنة هو ما يميز هذه الفئة من الماكينات عن معدات الضغط التقليدية أو معدات المعالجة بالأوتوكلاف.
في مكبس الفلكنة القياسي، يمكن أن ينحصر الهواء بين مركب المطاط وسطح القالب أثناء مرحلة الإغلاق، مما يؤدي إلى وجود فراغات، وتقرحات السطح، وملء غير مكتمل في مناطق التفاصيل الدقيقة، وكثافة غير متناسقة في جميع أنحاء الجزء. تعمل آلة الفلكنة المطاطية الفراغية على إخلاء هذا الهواء قبل وأثناء دورة التشكيل عن طريق سحب فراغ داخل غرفة مغلقة تحيط بالقالب. مع إزالة الضغط الجوي، يتدفق المطاط بشكل موحد في كل محيط من القالب، ويتم استخراج الغازات الذائبة في المركب، ويحقق الجزء المعالج الناتج بنية مجهرية أكثر كثافة وأكثر اتساقًا مع تشطيب سطحي فائق مقارنة بالمعالجة غير الفراغية.
تتبع دورة تشغيل آلة الفلكنة الفراغية بشكل عام تسلسلًا ثابتًا: يتم تحميل الشحنة المطاطية في القالب، ويتم إغلاق القالب وإغلاقه داخل الحجرة المفرغة، وتقوم مضخة التفريغ بإخلاء الحجرة إلى ضغط سلبي مستهدف - عادة بين -0.08 ميجا باسكال و -0.1 ميجا باسكال - ثم يتم تطبيق الحرارة والضغط الهيدروليكي أو الهوائي في وقت واحد لمعالجة الجزء. تختلف أوقات الدورة من بضع دقائق إلى أكثر من ساعة اعتمادًا على مركب المطاط، وسمك جدار الجزء، ودرجة حرارة المعالجة، والتي تتراوح عادةً من 140 درجة مئوية إلى 200 درجة مئوية لمعظم اللدائن الصناعية.

المكونات الأساسية ووظائفها
إن فهم البنية الميكانيكية لآلة فلكنة المطاط الفراغي يساعد المهندسين وفرق المشتريات على تقييم جودة المعدات، واستكشاف مشكلات الأداء وإصلاحها، وتحديد الآلات بشكل صحيح بما يتناسب مع متطلبات الإنتاج الخاصة بهم. تتكامل الأنظمة الفرعية الوظيفية الرئيسية بشكل وثيق ويلعب كل منها دورًا مباشرًا في جودة المنتج.
لوحات التسخين ونظام التحكم في درجة الحرارة
ألواح التسخين هي أسطح نقل الحرارة الأولية التي تحيط بالقالب وتقوم بتوصيل الطاقة الحرارية إلى مركب المطاط أثناء المعالجة. في معظم آلات الفلكنة الفراغية، يتم تسخين الألواح بواسطة عناصر المقاومة الكهربائية المدمجة داخل ألواح الصلب أو الحديد الزهر، على الرغم من أن الألواح المسخنة بالبخار تستخدم أيضًا في بيئات الإنتاج ذات الحجم الكبير حيث يتوفر مصدر بخار مركزي. يعد التوزيع الدقيق والموحد لدرجة الحرارة عبر سطح الصوانى أمرًا بالغ الأهمية - يمكن أن تؤدي اختلافات درجة الحرارة التي تزيد عن ± 3 درجات مئوية بين المناطق إلى حالات معالجة غير متساوية داخل الجزء، مما يؤدي إلى إنتاج مناطق ناقصة المعالجة (ناعمة، ضعيفة) جنبًا إلى جنب مع مناطق مفرطة المعالجة (هشة، متدهورة). تستخدم الآلات الحديثة وحدات التحكم في درجة الحرارة PID (التناسبي التكاملي المشتق) مع مناطق تسخين مستقلة متعددة وتغذية راجعة مزدوجة حرارية للحفاظ على التجانس الحراري المحكم طوال الدورة.
نظام الفراغ وغرفة الختم
يتكون نظام التفريغ من مضخة تفريغ — عادةً ما تكون ريشة دوارة أو نوع لولبي جاف — متصلة بغرفة محكمة الغلق تحيط بمنطقة القالب. تعد سلامة الختم لهذه الحجرة واحدة من أهم معايير الجودة في الماكينة: أي تسرب في حشوات الحجرة، أو أختام الأبواب، أو واجهات الصفائح سوف يحد من مستوى الفراغ الذي يمكن تحقيقه ويسمح بدخول الهواء أثناء دورة المعالجة. تستخدم الآلات عالية الجودة أختامًا من السيليكون المقوى أو المطاط الصناعي الفلوري المصنفة للتشغيل المستمر في درجات حرارة المعالجة. تتم مراقبة مستوى الفراغ بواسطة مقياس فراغ ويتم التحكم فيه بواسطة نظام صمام آلي يحافظ على الضغط المستهدف من الإخلاء الأولي وحتى وقت المعالجة الكامل.
نظام الضغط الهيدروليكي أو الهوائي
يتم تطبيق قوة التثبيت على القالب من خلال أسطوانة هيدروليكية أو مشغل هوائي يدفع اللوحة العلوية إلى الأسفل مقابل اللوحة السفلية. يجب أن يكون ضغط التثبيت كافيًا لإبقاء نصفي القالب مغلقين مقابل الضغط الداخلي الناتج عن مركب المطاط أثناء تسخينه وتنعيمه وتدفقه أثناء المعالجة. يؤدي ضغط التثبيت غير الكافي إلى وميض — زعانف رقيقة من المطاط المعالج تضغط للخارج بين خطوط فراق القالب — في حين أن الضغط المفرط يمكن أن يؤدي إلى إتلاف تفاصيل القالب الدقيقة أو تشويه تجاويف القالب ذات الجدران الرقيقة. توفر الأنظمة الهيدروليكية تحكمًا أكثر دقة وقابلية للتعديل في الضغط، وهي مفضلة لآلات الإنتاج. تتراوح قوى المشبك عادةً من بضعة أطنان في آلات المختبرات الصغيرة إلى عدة مئات من الأطنان في المكابس الصناعية الكبيرة المستخدمة في مكونات منع التسرب الخاصة بالسيارات والصناعات.
أdvantages of Vacuum Curing Over Conventional Vulcanizing
إن قرار الاستثمار في تكنولوجيا الفلكنة الفراغية بدلاً من الصحافة التقليدية يرجع إلى تحسينات الجودة القابلة للقياس وكفاءات العملية التي تقدمها عبر مجموعة واسعة من المنتجات المطاطية. يتم الإبلاغ عن الفوائد التالية باستمرار من قبل الشركات المصنعة التي انتقلت من الضغط القياسي إلى المعالجة بالفراغ:
- القضاء على عيوب الفراغ: تتم إزالة الهواء المحتبس والغازات المتطايرة قبل بدء المعالجة، مما يؤدي إلى التخلص من عيوب المسامية والتقرحات الشائعة في الأجزاء المطاطية المضغوطة تقليديًا، خاصة في المقاطع العرضية السميكة وهندسة التجاويف المغلقة.
- تشطيب سطحي متفوق: مع عدم وجود حاجز هواء بين المركب وسطح القالب، يقوم المطاط بتكرار نسيج القالب الدقيق وتفاصيله بدقة أكبر بكثير، مما ينتج أجزاء ذات أسطح أكثر سلاسة وأكثر اتساقًا تتطلب تشطيبًا أقل بعد المعالجة.
- تحسين الخواص الميكانيكية: تظهر الأجزاء المعالجة بالفراغ قوة شد أعلى، واستطالة أفضل عند الكسر، وصلابة أكثر اتساقًا لأن شبكة البوليمر تتشكل دون انقطاعات داخلية ناجمة عن الغاز المحبوس.
- تدفق مركب أفضل وملء القالب: يسمح التدفق المدعوم بالفراغ للمركبات المطاطية بملء الأشكال الهندسية المعقدة للقالب بشكل كامل - بما في ذلك القطع السفلية والأضلاع الرفيعة والممرات ذات القطر الصغير - والتي من شأنها أن تحبس الهواء وتؤدي إلى لقطات قصيرة في ظروف غير مفرغة.
- انخفاض معدلات الخردة والرفض: يؤدي الجمع بين إزالة العيوب والتحكم المتسق في العملية إلى تقليل النسبة المئوية للأجزاء المرفوضة أثناء فحص الجودة بشكل مباشر، مما يؤدي إلى تحسين الإنتاجية وتقليل هدر المواد.
- التوافق مع المركبات الحساسة: تحتوي بعض المركبات المطاطية المتخصصة - بما في ذلك تركيبات السيليكون، والإيلاستومر الفلوري (FKM)، وEPDM - على ملدنات ذات درجة غليان منخفضة أو مساعدات معالجة يمكن أن تتطاير وتسبب عيوبًا في ظل ظروف المعالجة الجوية. يعالج العلاج بالفراغ هذه المواد المتطايرة بشكل فعال.
الصناعات والتطبيقات التي تعتمد على الفلكنة الفراغية
يتم استخدام آلات فلكنة المطاط الفراغي عبر مجموعة واسعة من الصناعات حيث تكون دقة الأبعاد وجودة السطح والسلامة الداخلية للمكونات المطاطية غير قابلة للتفاوض. تمثل القطاعات التالية مجالات التطبيق الأساسية:
- أutomotive Sealing Systems: تتطلب أختام الأبواب، وأختام قنوات النوافذ، وحشيات المحرك، والحلقات الدائرية، وحوامل تخميد الاهتزاز، مطاطًا معالجًا خاليًا من العيوب مع تفاوتات ضيقة للأبعاد. يعد العلاج بالفراغ ممارسة قياسية لتطبيقات ختم السيارات المتميزة.
- أerospace and Defense: أircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- المعدات الطبية والصيدلانية: يجب أن تكون أغشية السيليكون والأغشية ومكونات الأنابيب والأختام المستخدمة في الأجهزة الطبية ومعدات معالجة المستحضرات الصيدلانية خالية من المسامية الداخلية التي يمكن أن تحتوي على ملوثات أو تؤثر على الأداء الميكانيكي في الخدمة الحرجة.
- الإلكترونيات والعزل الكهربائي: تتطلب لوحات المفاتيح المطاطية، وأختام الموصلات، ومكونات عزل الكابلات، وأجزاء تغليف السيليكون للإلكترونيات خصائص العزل الكهربائي المتسقة وجودة السطح التي يوفرها العلاج بالفراغ.
- صناعة الأحذية: تُستخدم آلات الفلكنة الفراغية على نطاق واسع في إنتاج نعال الأحذية - خاصة بالنسبة لـ EVA والنعال الخارجية المطاطية - حيث تؤدي جيوب الهواء إلى إنشاء نقاط ضعف في هيكل النعل وتؤثر على الترابط بين الطبقات.
- بكرات وبطانات صناعية: يتم معالجة البكرات المغطاة بالمطاط للطباعة ومعالجة المنسوجات وتصنيع الورق بالفراغ لضمان التصاق كامل للمطاط بالنواة المعدنية وصلابة موحدة عبر وجه الأسطوانة.
أنواع وتكوينات آلات الفلكنة الفراغية
تتوفر آلات فلكنة المطاط الفراغي في العديد من التكوينات التي تناسب مقاييس الإنتاج المختلفة وأحجام الأجزاء ومتطلبات العملية. يعد اختيار التكوين الصحيح خطوة مهمة في مواصفات المعدات.
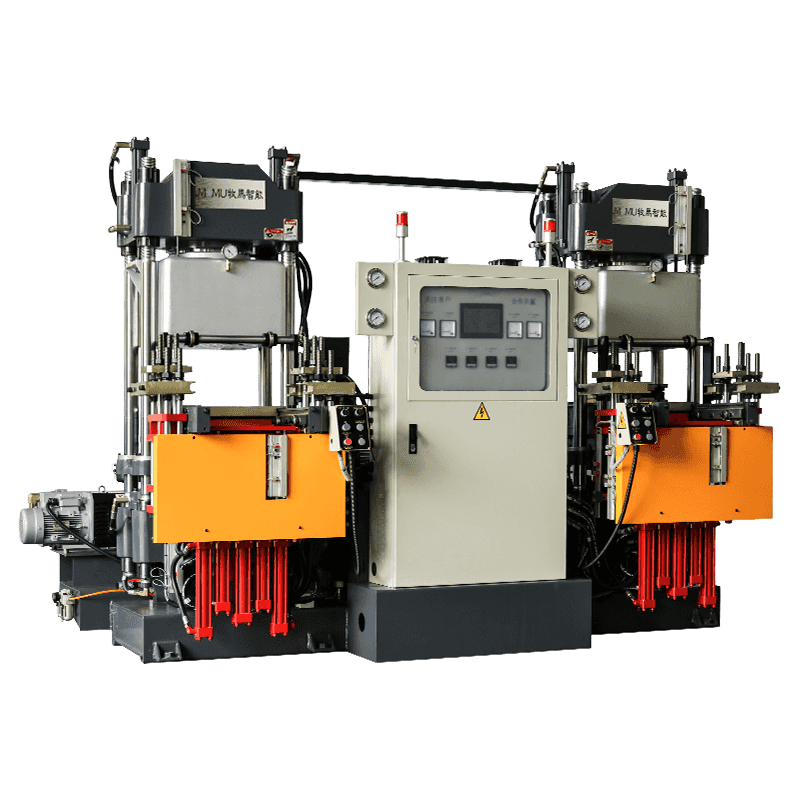
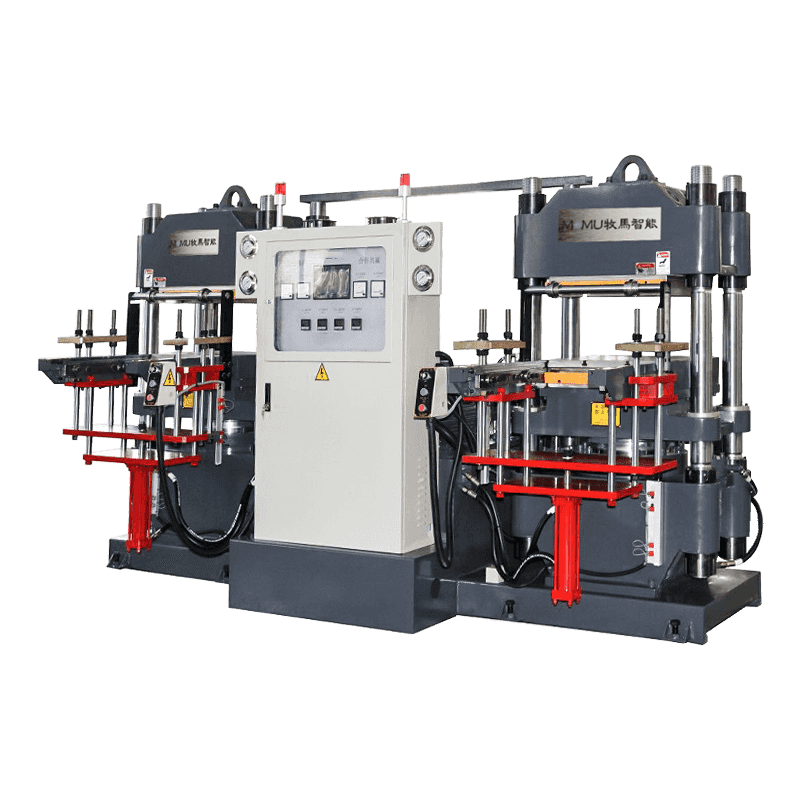
| نوع الآلة | التكوين | الأنسب ل |
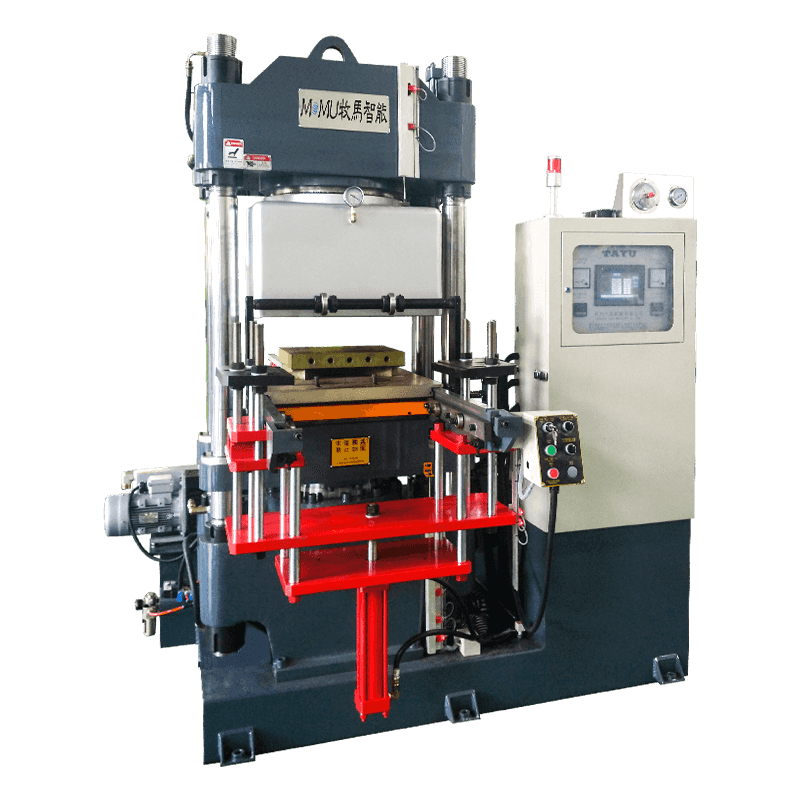
| مكبس فراغ نهاري واحد | فتحة قالب واحدة بين لوحين ساخنين | الأجزاء الصغيرة إلى المتوسطة، وأعمال المختبرات والنماذج الأولية |
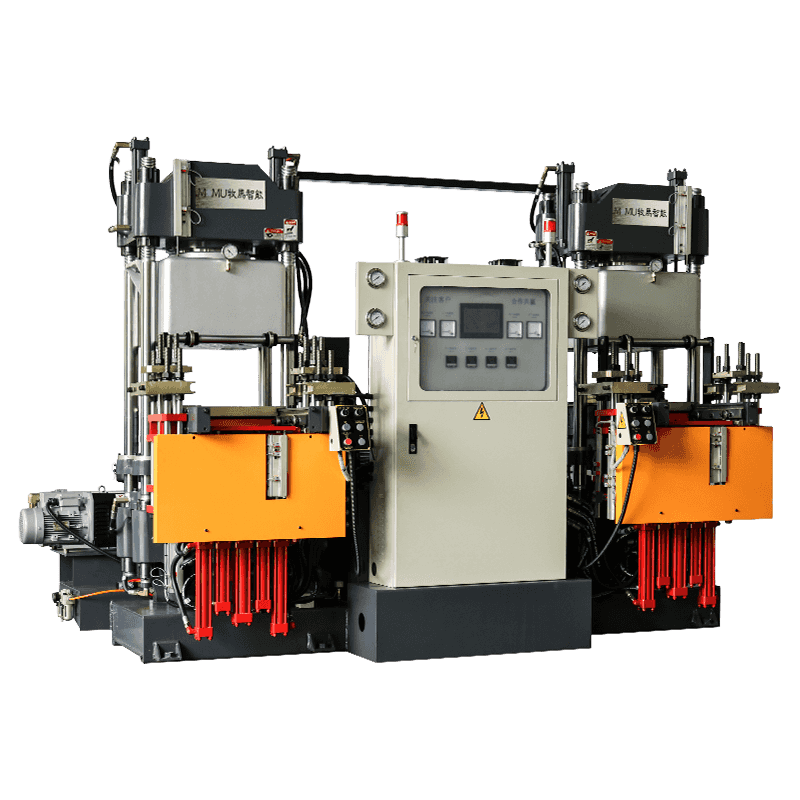
| مكبس فراغ متعدد النهار | معالجة مستويات العفن المتعددة في وقت واحد | الأجزاء المسطحة ذات الحجم الكبير، والسلع الورقية، ونعال الأحذية |
| كيس فراغ / نظام الأوتوكلاف | كيس فراغ مرن يحيط بجزء في غرفة ساخنة | أجزاء كبيرة ومعقدة الشكل وشرائح مطاطية مركبة |
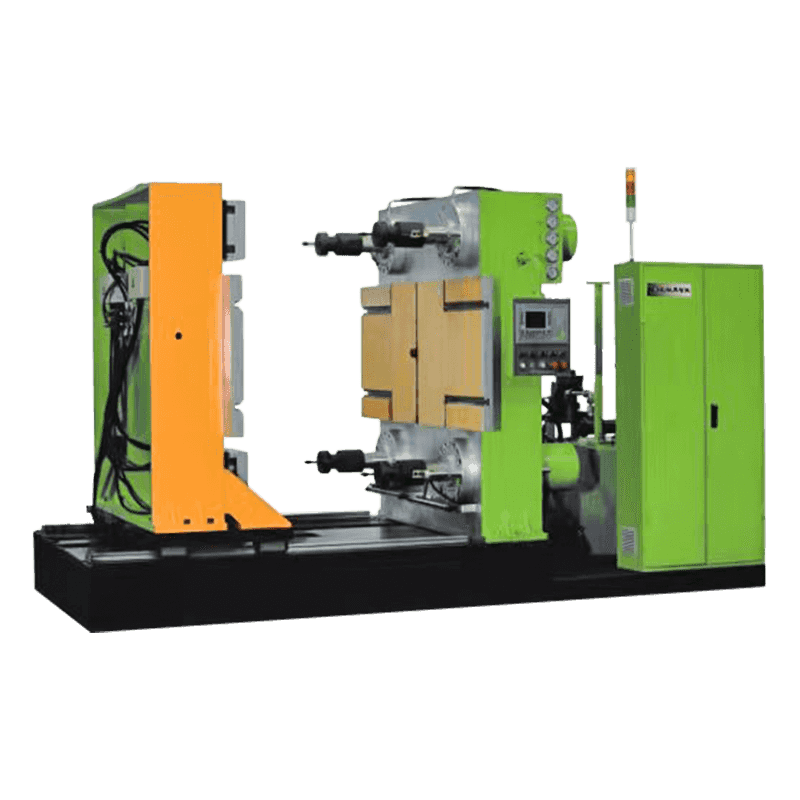
| آلة الفلكنة الفراغية الدوارة | دوران القالب على شكل دائري من خلال محطات المعالجة | إنتاج مستمر عالي الإنتاج للأجزاء الصغيرة الموحدة |
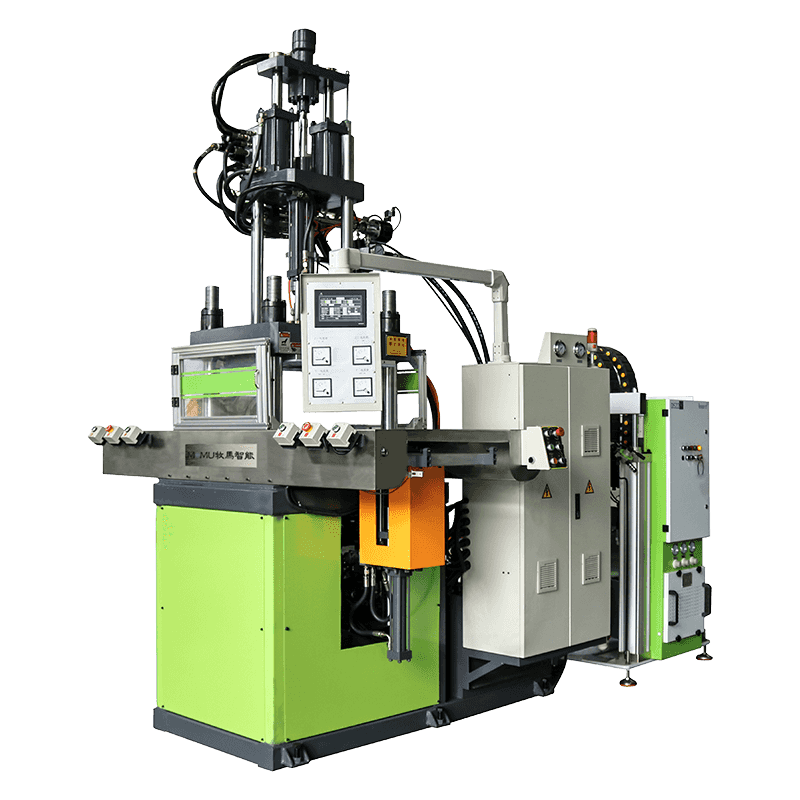
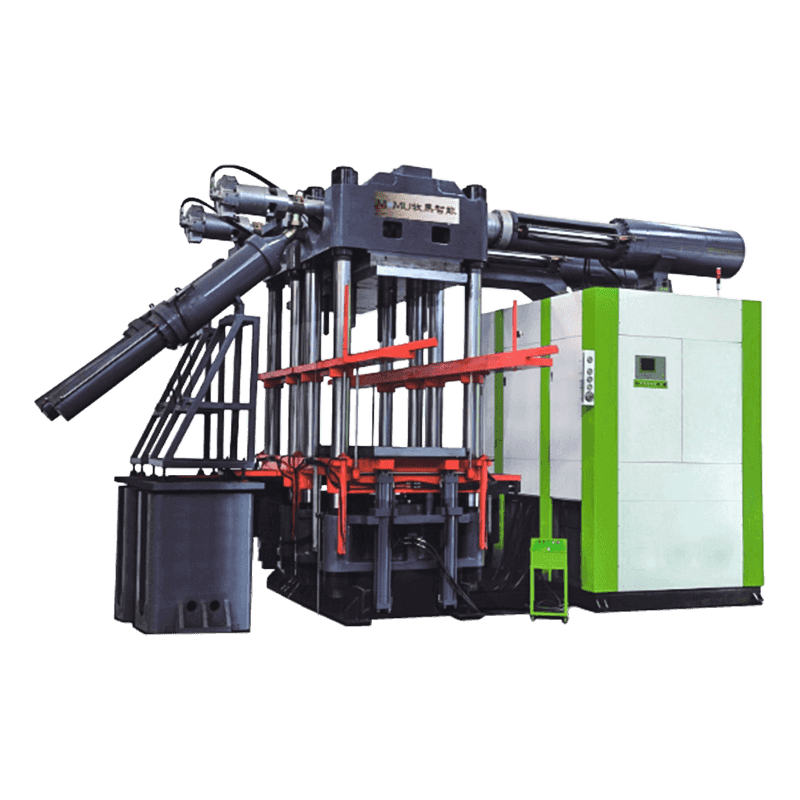
| مكبس الفلكنة بالفراغ بالحقن | يجمع بين حجرة التفريغ ووحدة حقن المطاط | أختام مصبوبة بالحقن وأجزاء مطاطية تقنية |
العوامل الرئيسية التي يجب تقييمها عند شراء آلة فلكنة المطاط بالفراغ
يعد الاستثمار في آلة الفلكنة الفراغية قرارًا رأسماليًا مهمًا، وتتطلب عملية المواصفات تقييمًا دقيقًا لكل من متطلبات الإنتاج الحالية والاحتياجات المستقبلية المتوقعة. غالبًا ما يؤدي التعجل في عملية الاختيار أو التركيز فقط على السعر إلى أداء ضعيف للمعدات، أو تتطلب ترقيات مكلفة، أو تفشل في تلبية شهادات الجودة المطلوبة من قبل العملاء الرئيسيين.
حجم الصوانى وقوة المشبك
يجب أن تستوعب أبعاد اللوح القالب الأكبر الذي تنوي تشغيله، مع وجود هامش كافٍ حول محيط القالب لضمان توزيع الضغط بشكل متساوٍ. يجب حساب قوة المشبك بناءً على ضغط التجويف المتوقع للمركب المطاطي عند درجة حرارة المعالجة مضروبًا في إجمالي المساحة المتوقعة لجميع التجاويف في القالب. قوة المشبك الصغيرة تؤدي إلى الوميض؛ تستهلك الآلات كبيرة الحجم طاقة ومساحة أرضية أكبر من اللازم. اطلب حسابات هندسية من مورد الماكينة بناءً على القالب المحدد والبيانات المركبة قبل الانتهاء من المواصفات.
مستوى الفراغ وقدرة المضخة
يعد مستوى الفراغ الذي يمكن تحقيقه مقياسًا مباشرًا لمدى فعالية الآلة في إزالة الهواء والغازات من بيئة القالب. حدد مستوى الفراغ المستهدف - عادةً -0.095 ميجا باسكال أو أفضل للتطبيقات الصعبة - وتأكد من وقت توقف المضخة للوصول إلى هذا المستوى باستخدام قالب محمل في مكانه. يجب أن تكون سعة المضخة (المقاسة بالمتر المكعب/الساعة أو CFM) مطابقة لحجم حجرة التفريغ بالإضافة إلى أي حجم ميت في توصيل الأنابيب. تستغرق الآلات ذات المضخات الصغيرة وقتًا طويلاً جدًا للوصول إلى مستويات التفريغ المستهدفة، مما يؤدي إلى إطالة أوقات الدورات وتقليل الإنتاج.
نظام التحكم وتسجيل البيانات
يجب أن تكون آلات الفلكنة الفراغية الحديثة مجهزة بوحدة تحكم منطقية قابلة للبرمجة (PLC) وواجهة بينية تعمل باللمس بين الإنسان والآلة (HMI) تسمح للمشغلين بتخزين واستدعاء دورات معالجة متعددة الخطوات، ومراقبة جميع معلمات العملية في الوقت الفعلي، وإنشاء سجلات الإنتاج لتتبع الجودة. بالنسبة للعملاء في سلاسل توريد السيارات والفضاء، يعد تسجيل بيانات درجة الحرارة والضغط ومستوى الفراغ ووقت الدورة لكل دفعة إنتاج من متطلبات التدقيق القياسية. تأكد من أن نظام التحكم في الماكينة يلبي متطلبات الوثائق الخاصة بنظام إدارة الجودة الخاص بك قبل الشراء.
ممارسات الصيانة التي تحمي أداء الماكينة
تعتمد الموثوقية طويلة المدى لآلة فلكنة المطاط الفراغي بشكل كبير على برنامج صيانة وقائية منظم يركز على المكونات الأكثر عرضة للتآكل والتدهور في بيئة إنتاج ذات درجة حرارة عالية ودورة عالية.
- فحص ختم الفراغ: يجب فحص أختام باب الغرفة والصوانى بحثًا عن مجموعة الضغط أو التشقق أو تلوث السطح في كل فترة صيانة. تعتبر الأختام المتدهورة هي السبب الأكثر شيوعًا لفقدان الفراغ ويجب استبدالها على أساس مجدول بدلاً من انتظار فشل واضح.
- صيانة مضخة الفراغ: تتطلب المضخات الدوارة تغييرات منتظمة في الزيت - حيث يقلل زيت المضخة الملوث أو المتدهور بشكل كبير من مستويات التفريغ التي يمكن تحقيقها. تتطلب المضخات اللولبية الجافة فحصًا دوريًا للدوار والمحمل. اتبع بدقة فترات الخدمة الموصى بها من قبل الشركة المصنعة.
- التحقق من استواء الصفيحة: مع مرور الوقت، يمكن أن يؤدي تكرار التدوير الحراري والتحميل الميكانيكي إلى ظهور حدود على أسطح الألواح أو نقاط منخفضة موضعية تؤدي إلى توزيع غير متساوٍ للضغط عبر القالب. تحقق من استواء الصوانى بشكل دوري باستخدام حافة مستقيمة دقيقة ومقياس تحسس.
- خدمة النظام الهيدروليكي: يجب أخذ عينات من الزيت الهيدروليكي وتحليله سنويًا للتأكد من التلوث بالجسيمات وتدهور اللزوجة. يجب فحص أختام الأسطوانات ووصلات الخراطيم بحثًا عن أي تسرب في كل زيارة صيانة وقائية.
- معايرة الحرارية ووحدة التحكم: تنحرف دقة قياس درجة الحرارة بمرور الوقت مع تقدم عمر الوصلات المزدوجة الحرارية. تعد المعايرة السنوية لجميع أجهزة استشعار درجة الحرارة مقابل معيار مرجعي يمكن تتبعه أمرًا ضروريًا للحفاظ على اتساق العلاج وتلبية متطلبات تدقيق نظام الجودة.
أ vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.