كيف تعمل آلة صب حقن المطاط
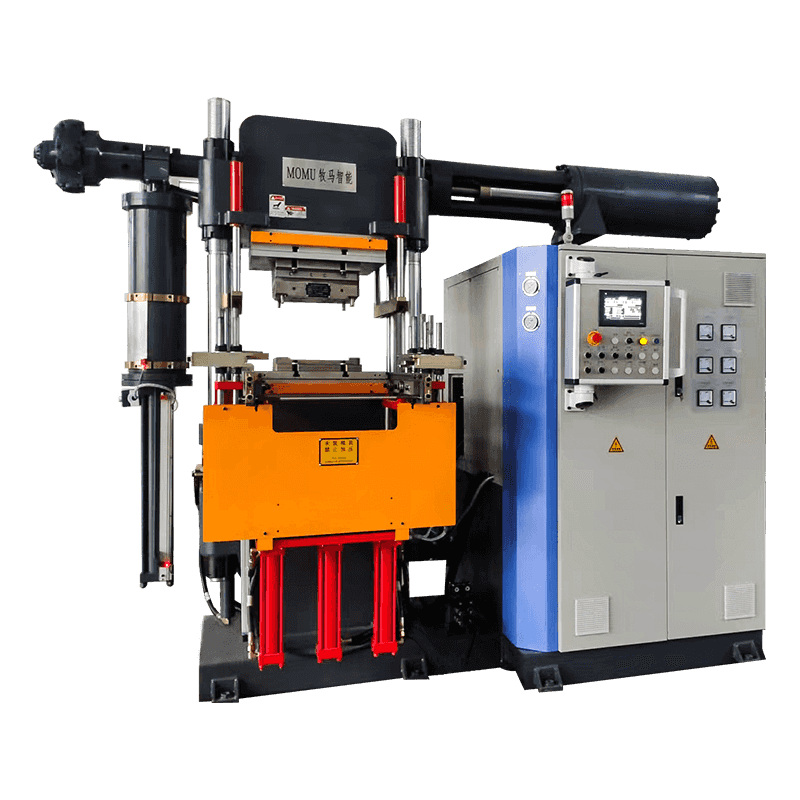
A ماكينة قولبة حقن المطاط يعالج مركبات المطاط الخام إلى أجزاء نهائية ذات شكل دقيق عن طريق دفع مادة مطاطية ملدنة ساخنة تحت ضغط عالٍ إلى تجويف قالب مغلق، حيث يتم الفلكنة - الروابط المتقاطعة كيميائيًا - إلى مادة صلبة مرنة وثابتة. على عكس قولبة حقن اللدائن الحرارية، التي تذوب وتعيد صهر نفس المادة، تعتمد قولبة حقن المطاط على تفاعل الفلكنة الذي لا رجعة فيه الناتج عن الحرارة والوقت. بمجرد معالجة المطاط داخل القالب، لا يمكن إعادة صهره أو إعادة تشكيله، مما يعني أنه يجب تسجيل كل معلمة عملية بشكل صحيح قبل بدء الإنتاج الكامل.
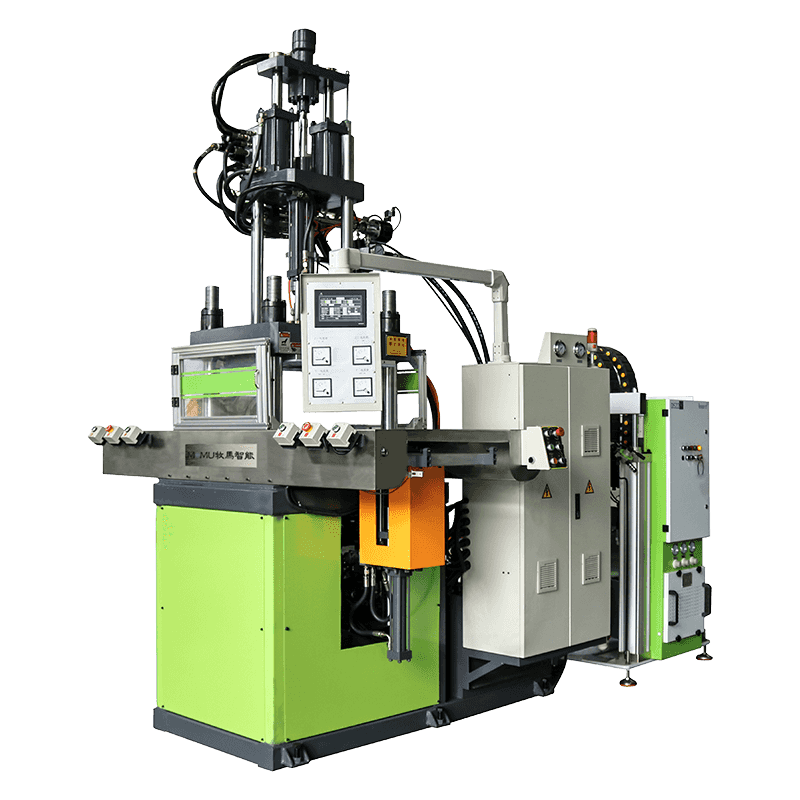
تبدأ العملية بتغذية مركب المطاط في وحدة التلدين بالماكينة - عادةً ما تكون مجموعة لولبية وبرميل - حيث يتم تسخينه إلى درجة حرارة ما قبل التسخين يتم التحكم فيها بعناية، عادةً ما بين 70 درجة مئوية و100 درجة مئوية، مما يجعله قابلاً للتدفق دون التسبب في الفلكنة المبكرة. يعمل دوران المسمار على تجانس المركب وبناء ضغط الحقن. عندما يتم إغلاق القالب وتثبيته، تقوم وحدة الحقن بدفع المطاط الملدن من خلال ذباب، ومجاري، وبوابات إلى تجاويف القالب. يتم تسخين القالب نفسه إلى درجة حرارة أعلى - عادة ما بين 160 درجة مئوية و200 درجة مئوية - حيث يتم تنشيط عامل الفلكنة وعلاج المطاط خلال فترة معالجة محددة قبل فتح القالب وإخراج الجزء.
المكونات الأساسية ووظائفها
يساعد فهم الدور الوظيفي لكل مكون رئيسي المشغلين على تشخيص المشكلات وتحسين إعدادات العملية واتخاذ قرارات مستنيرة عند مقارنة مواصفات الماكينة من شركات مصنعة مختلفة.
وحدة الحقن
تتكون وحدة الحقن من برميل ساخن، ومسمار ترددي، وفوهة. يخدم المسمار غرضًا مزدوجًا: فهو يدور للتلدين ونقل المركب المطاطي للأمام، ثم يعمل كمكبس لحقن المادة المتراكمة في القالب. تختلف الهندسة اللولبية للمطاط عن تلك المستخدمة في آلات اللدائن الحرارية - عادةً ما تحتوي البراغي المطاطية على نسبة ضغط أقل ورحلات أقل عمقًا لتجنب توليد حرارة احتكاك مفرطة يمكن أن تسبب الحرق، وهو الفلكنة المبكرة داخل البرميل قبل أن تصل المادة إلى القالب.
وحدة لقط
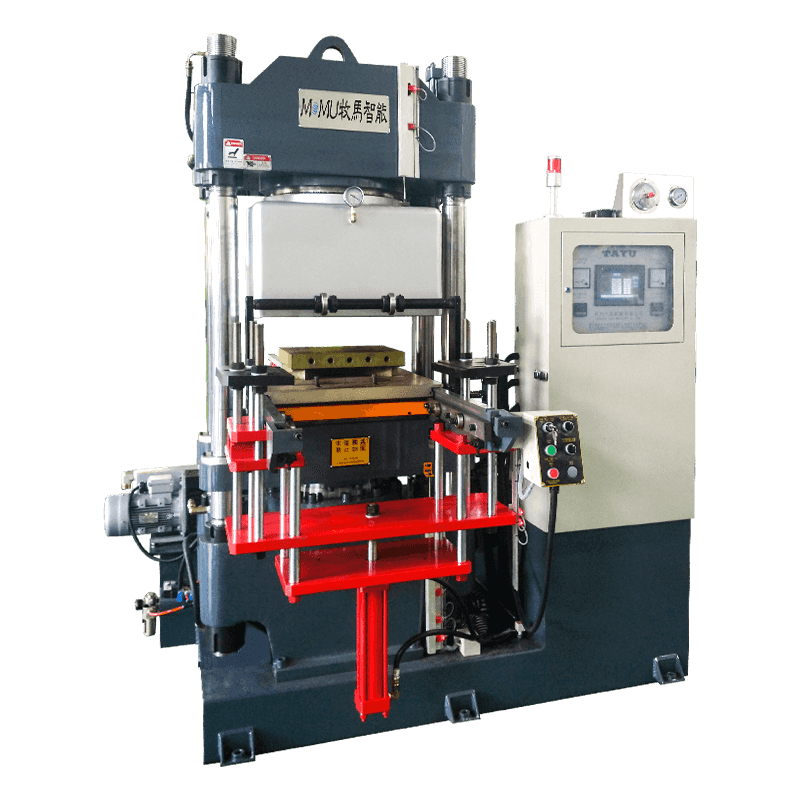
تعمل وحدة التثبيت على تثبيت نصفي القالب معًا ضد القوة الناتجة عن ضغط الحقن. يتم قياس قوة التثبيت بالكيلونيوتن (كيلو نيوتن) أو الأطنان ويجب أن تتجاوز المساحة المتوقعة لتجويفات القالب مضروبة في ضغط الحقن. تؤدي قوة التثبيت غير الكافية إلى وميض — زعانف رفيعة من المطاط الزائد عند خط الفراق — مما يزيد التكلفة من خلال التشذيب ويقلل من دقة أبعاد الأجزاء. تستخدم معظم ماكينات حقن المطاط أنظمة تثبيت هيدروليكية، على الرغم من أن التكوينات الهيدروليكية المباشرة والمدعمة بالتبديل توفر سرعة وخصائص قوة مختلفة تناسب متطلبات الإنتاج المختلفة.
العفن ونظام التدفئة
القالب هو عنصر الأدوات الذي يحدد هندسة الجزء النهائي. بالنسبة لحقن المطاط، يتم تسخين القوالب — الأكثر شيوعًا باستخدام سخانات الخرطوشة الكهربائية أو توزيع الزيت الساخن — للحفاظ على درجة حرارة الفلكنة المستقرة عبر سطح التجويف بأكمله. يعد توحيد درجة الحرارة داخل القالب أمرًا بالغ الأهمية: تتسبب النقاط الساخنة في الإفراط في المعالجة وتدهور خصائص المواد، في حين تؤدي البقع الباردة إلى أجزاء غير معالجة وتفشل في الخدمة. تتضمن القوالب عالية الجودة أجهزة استشعار لدرجة الحرارة موضوعة بالقرب من كل تجويف للسماح بالمراقبة والتصحيح في الوقت الفعلي أثناء الإنتاج.
نظام التحكم
تم تجهيز آلات قولبة حقن المطاط الحديثة بأنظمة تحكم تعتمد على PLC أو تعتمد على الكمبيوتر الشخصي والتي تسمح للمشغلين ببرمجة وتخزين وصفات عملية كاملة تغطي مناطق درجة حرارة البرميل، وملامح سرعة الحقن، وضغط الحقن، وضغط الانتظار، ووقت المعالجة، ودرجة حرارة القالب، وتسلسل الإخراج. تعد القدرة على حفظ الوصفات واسترجاعها ذات أهمية خاصة في منشآت المنتجات المتعددة حيث يتم تبديل الآلات بانتظام بين مركبات مطاطية مختلفة وأشكال هندسية للأجزاء، ويتطلب كل منها مجموعة متميزة من المعلمات.
معلمات العملية الأساسية التي يجب على كل مشغل التحكم فيها
يتم تحديد جودة الأجزاء المصبوبة بالحقن المطاطي من خلال مدى دقة ضبط معلمات العملية والحفاظ عليها طوال فترة الإنتاج. تتفاعل المعلمات التالية مع بعضها البعض، مما يعني أن التغيير في أحدها غالبًا ما يتطلب تعديلًا في الآخرين للحفاظ على جودة الجزء.
| المعلمة | النطاق النموذجي | التأثير إذا كان منخفضًا جدًا | التأثير إذا كان مرتفعًا جدًا |
| درجة حرارة البرميل | 70 درجة مئوية – 100 درجة مئوية | تدفق ضعيف، تعبئة غير مكتملة | الحروق، العلاج المبكر |
| درجة حرارة العفن | 160 درجة مئوية – 200 درجة مئوية | تحت علاج، أجزاء ضعيفة | الإفراط في العلاج، وتدهور السطح |
| ضغط الحقن | 80 - 200 ميجا باسكال | لقطات قصيرة، فراغات | فلاش، تلف العفن |
| وقت العلاج | 30 ثانية - 10 دقائق | أجزاء مبتذلة وغير معالجة | الأجزاء الهشة والمفرطة في المعالجة |
| سرعة الحقن | خاص بالتطبيق | خطوط متماسكة، تعبئة غير كاملة | النفث، انحباس الهواء |
وقت المعالجة هو المعلمة ذات التأثير المباشر الأكبر على وقت الدورة وبالتالي على مخرجات الإنتاج. يجب تحديده عن طريق اختبار مقياس الجريان لمركب المطاط المحدد المستخدم، حيث أن التركيبات المختلفة - المطاط الطبيعي، EPDM، السيليكون، NBR، النيوبرين - لكل منها حركية الفلكنة الخاصة بها. إن محاولة تقصير وقت المعالجة بما يتجاوز ما تسمح به كيمياء المركب يؤدي إلى ظهور أجزاء غير معالجة قد تجتاز الفحص الأولي ولكنها تفشل قبل الأوان في الخدمة.
الصناعات والتطبيقات التي تستخدم فيها هذه الآلات
تخدم آلات قولبة حقن المطاط نطاقًا واسعًا من الصناعات التي تتطلب تفاوتات صارمة في الأبعاد وخصائص المواد المتسقة وأحجام الإنتاج العالية في نفس الوقت. يمثل قطاع السيارات حصة كبيرة من القدرة العالمية على قولبة حقن المطاط، حيث ينتج الأختام والجوانات والحلقات ومخمدات الاهتزاز والحلقات الدائرية وتجريد الطقس - وهي المكونات التي يجب أن تعمل بشكل موثوق عبر نطاقات درجات الحرارة القصوى وعمر الخدمة الطويل. عادةً ما يتم تشكيل الأجزاء المطاطية المخصصة للسيارات من EPDM أو NBR أو مركبات السيليكون المختارة لمقاومتها لسوائل ودرجات حرارة وظروف بيئية معينة.
صناعة الأجهزة الطبية هي مستخدم رئيسي آخر لقولبة حقن المطاط، خاصة بالنسبة لمكونات السيليكون. يعتبر قولبة حقن مطاط السيليكون السائل (LSR) نوعًا متخصصًا من العملية التي تتعامل مع أنظمة السيليكون المعالجة بالبلاتين المكونة من مكونين، وتنتج أجزاء مثل الأختام الجراحية، ومكونات القسطرة، وأقنعة الجهاز التنفسي، ومكونات جهاز توصيل الدواء. يتطلب صب LSR تكوينات مخصصة للآلة مع براميل حقن مبردة - على عكس قولبة المطاط التقليدية - لأن المادة تشفى بسرعة عند درجات حرارة القالب ولكن يجب أن تظل باردة في البرميل لمنع التجلم المبكر.
- السيارات: أختام الأبواب والنوافذ وحشيات المحرك وعوازل الاهتزاز ومكونات الفرامل وموصلات الخراطيم والحلقات الموجودة أسفل غطاء المحرك تتطلب مقاومة للحرارة والسوائل.
- الطبية والصيدلانية: سدادات السيليكون للقوارير ومكونات الحقنة والأختام القابلة للزرع وأغشية أجهزة التنفس ومكونات إدارة السوائل التي تتطلب توافقًا حيويًا ومقاومة للتعقيم.
- الالكترونيات: أزرار لوحة المفاتيح، وأختام الموصلات، ومنصات تخفيف الاهتزاز، وحشيات العلبة التي تحمي لوحات الدوائر من الرطوبة والصدمات الميكانيكية.
- الآلات الصناعية: الأختام الهيدروليكية، والحلقات الهوائية، ومكونات الحزام الناقل، وأغشية المضخة، وعناصر التوصيل التي تعمل تحت ضغط ميكانيكي مستمر.
- السلع الاستهلاكية: نعال الأحذية، ومقابض المقابض، وأختام أجهزة المطبخ، ومكونات منتجات الأطفال، وأجزاء السلع الرياضية حيث الجودة والمتانة اللمسية مهمة.
مقارنة قولبة حقن المطاط مع قولبة النقل والضغط
إن عملية حقن المطاط ليست العملية الوحيدة المتاحة لإنتاج الأجزاء المطاطية. يعد قولبة النقل والقولبة المضغوطة من البدائل الأقدم والأبسط التي لا تزال مستخدمة على نطاق واسع. إن فهم مكان تفوق كل عملية يساعد الشركات المصنعة على اختيار الطريقة الصحيحة لهندسة جزء معين ومتطلبات الحجم والميزانية.
يضع القولبة المضغوطة كتلة من المطاط غير المعالج تم وزنها مسبقًا مباشرة في تجويف القالب المفتوح، ثم يغلق القالب تحت الضغط الهيدروليكي والحرارة. إنه خيار الأدوات الأبسط والأقل تكلفة ولكنه ينتج مستويات أعلى من الوميض واتساق أبعاد أقل وأوقات دورة أطول مقارنة بالحقن. يظل هذا الأمر عمليًا بالنسبة للأجزاء الكبيرة والبسيطة ذات أحجام الإنتاج المنخفضة حيث يكون تبرير تكلفة الأدوات أكثر أهمية من كفاءة وقت الدورة. يستخدم قولبة النقل وعاء ومكبس لدفع المطاط من الخزان من خلال فتحات الذباب إلى قالب مغلق، مما يوفر تحكمًا أفضل في الأبعاد من الضغط ولكنه لا يزال ينتج مخلفات المواد من وعاء النقل الذي يجب التخلص منه. تعمل عملية القولبة بالحقن على التخلص من معظم هذه النفايات عن طريق حقن الحجم الدقيق المطلوب فقط، وتوفر أقصر أوقات الدورات وأكثرها اتساقًا، وتنتج أعلى دقة للأبعاد - مما يجعلها العملية المفضلة حيثما تبرر أحجام الأجزاء ومتطلبات الجودة الاستثمار الأعلى في الماكينة.

ما الذي يجب تقييمه عند اختيار ماكينة قولبة حقن المطاط
يتطلب اختيار آلة قولبة حقن المطاط المناسبة لتطبيق معين تقييم العديد من المواصفات المترابطة بدلاً من التركيز على أي رقم واحد مثل قوة التثبيت أو حجم اللقطة بشكل منفصل.
- قوة لقط: احسب قوة التثبيت المطلوبة بناءً على مساحة التجويف المتوقعة وضغط الحقن المتوقع. قم دائمًا بتضمين هامش أمان لا يقل عن 10-15% أعلى من الحد الأدنى المحسوب لمراعاة تقلب العملية.
- حجم النار وقطر المسمار: يجب أن تستوعب سعة طلقة الماكينة بشكل مريح وزن الجزء بالإضافة إلى وزن نظام العداء دون تجاوز 80% من الحد الأقصى لحجم اللقطة، مما يضمن تجانس المواد بشكل متسق في كل دورة.
- سلامة الحروق: قم بتقييم تصميم برميل الماكينة ودقة التحكم في درجة الحرارة. تحتاج الآلات المخصصة للمركبات الحساسة للحرارة أو سريعة المعالجة إلى تحكم في درجة حرارة البرميل مقسم إلى مناطق محددة وتصميمات لولبية ذات وقت إقامة قصير لمنع الاحتراق.
- حجم الصوانى القالب وضوء النهار: تأكد من أن أبعاد أسطوانة الماكينة والحد الأقصى لمسافة فتح القالب (ضوء النهار) متوافقة مع أبعاد القالب وارتفاع الجزء عند الإخراج.
- قدرة نظام التحكم: بالنسبة للمنشآت متعددة المنتجات، قم بإعطاء الأولوية للأجهزة التي تحتوي على تخزين الوصفات وتسجيل بيانات العملية وإمكانية المراقبة عن بعد لدعم إمكانية تتبع الجودة وتقليل وقت الإعداد بين المهام.