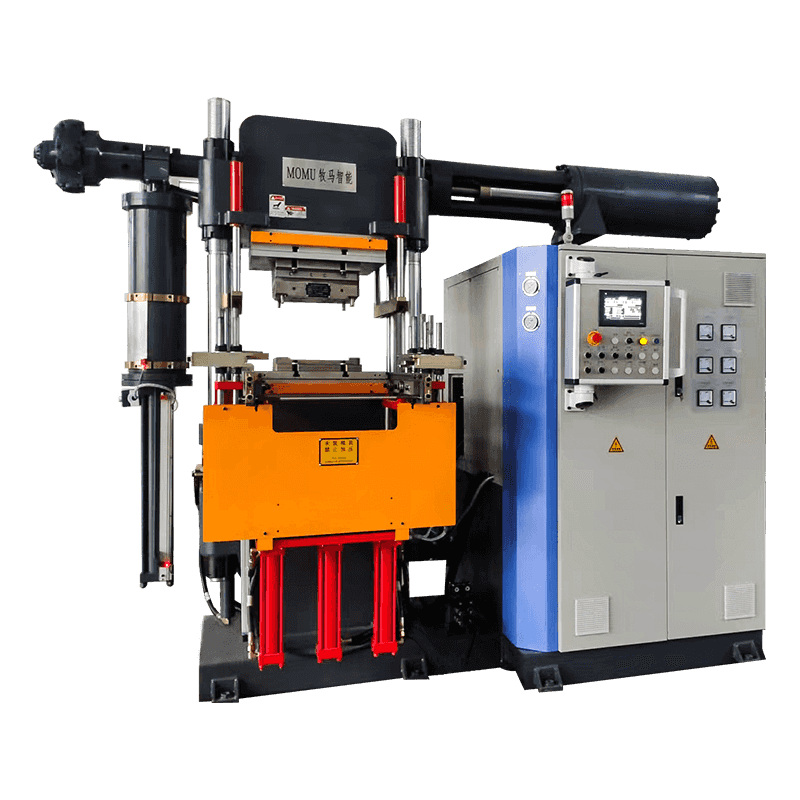
ما هي آلة صب حقن LSR؟
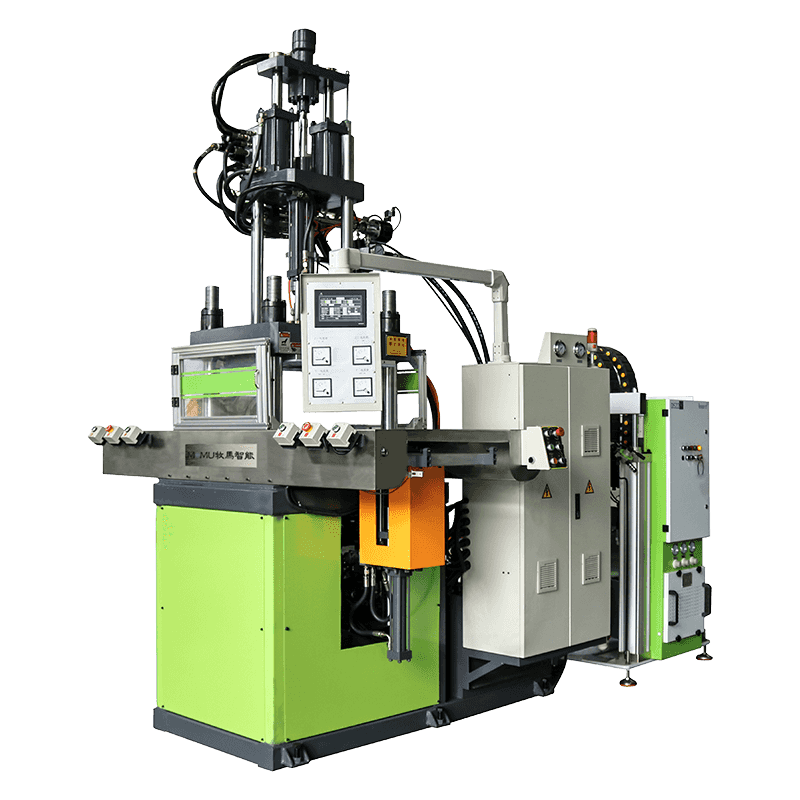
ان آلة التشكيل بالحقن LSR هو نظام إنتاج متخصص مصمم لمعالجة مطاط السيليكون السائل (LSR) إلى أجزاء مصبوبة بدقة من خلال دورة حقن آلية مغلقة. على عكس قولبة حقن اللدائن الحرارية، التي تذيب الكريات الصلبة وحقنها في قالب مبرد، فإن قولبة LSR تعمل في الاتجاه المعاكس: يتم الاحتفاظ بالسيليكون السائل المكون من مكونين باردًا أثناء الحقن ثم يتم معالجته داخل قالب ساخن من خلال تفاعل الفلكنة المحفز بالبلاتين. هذا الاختلاف الأساسي في سلوك المواد هو الدافع وراء كل قرارات التصميم تقريبًا في الآلات الخاصة بـ LSR - بدءًا من البرميل الذي يتم التحكم في درجة حرارته ونظام القياس إلى وحدة التثبيت وبناء القالب.
يتم استخدام آلات LSR عبر مجموعة واسعة من الصناعات التي تتطلب مزيج السيليكون من المرونة والاستقرار الحراري والتوافق الحيوي والمقاومة الكيميائية. تعد الأجهزة الطبية ومنتجات الأطفال وأختام السيارات ومكونات الإلكترونيات الاستهلاكية والأغشية الصناعية من بين التطبيقات الأكثر شيوعًا. يعد فهم مبادئ عمل الماكينة والأنظمة الفرعية الرئيسية ومعايير الاختيار أمرًا ضروريًا للمهندسين ومحترفي المشتريات الذين يقومون بتقييم قدرة إنتاج LSR.
كيف يعمل صب حقن LSR: العملية الأساسية
يتم توفير LSR كنظام مكون من جزأين: المكون A يحتوي على البوليمر الأساسي والمحفز البلاتيني، بينما يحتوي المكون B على الرابط المتشابك والمثبط. يتم تخزين المكونين في براميل منفصلة ويتم تغذيتهما من خلال وحدة القياس والخلط - عادةً ما يكون خلاطًا ثابتًا - الذي يجمعهما بنسبة دقيقة تبلغ 1: 1 من حيث الحجم. يعد الحفاظ على دقة النسبة الدقيقة أمرًا بالغ الأهمية لأن أي انحراف يغير كيمياء المعالجة وينتج أجزاء ذات صلابة غير متناسقة، أو معالجة غير مكتملة، أو ابتذال السطح.
بعد الخلط، يتم حقن LSR المدمج في قالب ساخن - عادة ما يتم الحفاظ عليه في درجة حرارة تتراوح بين 160 درجة مئوية و220 درجة مئوية - حيث يقوم المحفز البلاتيني بتشغيل التشابك السريع. تعتمد أوقات المعالجة على هندسة الأجزاء، وسمك الجدار، ودرجة حرارة العفن، ولكن معظم دورات الإنتاج تتراوح من بضع ثوانٍ للأجزاء ذات الجدران الرقيقة إلى عدة دقائق للمكونات الأكثر سمكًا. نظرًا لأن السيليكون المعالج ينكمش قليلاً عندما يتشابك، يجب أن يأخذ تصميم القالب في الاعتبار هذا التغيير في الأبعاد للحفاظ على تفاوتات مشددة في الجزء النهائي.
يجب تبريد وحدة الحقن نفسها - عادةً ما يتم تبريدها بالماء إلى حوالي 10-15 درجة مئوية - لمنع المعالجة المبكرة في البرميل قبل وصول الحقنة إلى القالب. يعمل نظام العداء البارد هذا، الذي يمتد غالبًا إلى هندسة الذباب والعداء داخل القالب، على تقليل هدر المواد عن طريق الحفاظ على LSR في حالته السائلة غير المعالجة حتى البوابة، ثم السماح للفرق الحراري بين العداء البارد وتجويف القالب الساخن بتحفيز المعالجة بدقة عند الحاجة.
الأنظمة الفرعية الرئيسية لآلة التشكيل بالحقن LSR
وحدة القياس والجرعات
وحدة القياس هي النظام الفرعي الأكثر أهمية الفريد لمعالجة LSR. إنه يسحب مكوني LSR من براميل مضغوطة باستخدام مضخات مكبسية تعمل بالهواء المضغوط أو تعمل بمحرك مؤازر، ويحافظ على نسبة حجمية دقيقة طوال الحقنة، ويسلم المادة المختلطة إلى وحدة الحقن دون إدخال الهواء. تحقق أنظمة القياس المتطورة نسبة دقة تصل إلى ±0.5% عبر عمليات الإنتاج وتتضمن أجهزة استشعار مراقبة مستمرة تطلق الإنذارات إذا انحرفت النسبة عن الحد المسموح به. يحقق الخلاط الثابت - وهو عنصر حلزوني سلبي يتم من خلاله تغذية كلا المكونين - خلطًا متجانسًا دون تحريك الأجزاء، مما يقلل من متطلبات الصيانة مقارنة ببدائل الخلط الديناميكي.

وحدة الحقن
تختلف وحدة الحقن لـ LSR عن وحدات اللدائن الحرارية بعدة طرق مهمة. تستخدم الهندسة اللولبية عمق طيران ضحل ونسبة ضغط منخفضة لتجنب توليد حرارة احتكاكية من شأنها معالجة المادة الموجودة في البرميل قبل الأوان. البرميل بأكمله مغلف بدائرة تبريد بالماء. يتم التحكم في سرعة الحقن والضغط بشكل مؤازر لضمان خصائص تعبئة متسقة عبر كل طلقة، وعادةً ما تعمل وحدة الحقن بضغوط أقل بكثير من أنظمة اللدائن الحرارية - عادة ما بين 500 و1500 بار - لأن اللزوجة المنخفضة لـ LSR تتطلب قوة أقل لملء تجويف القالب.
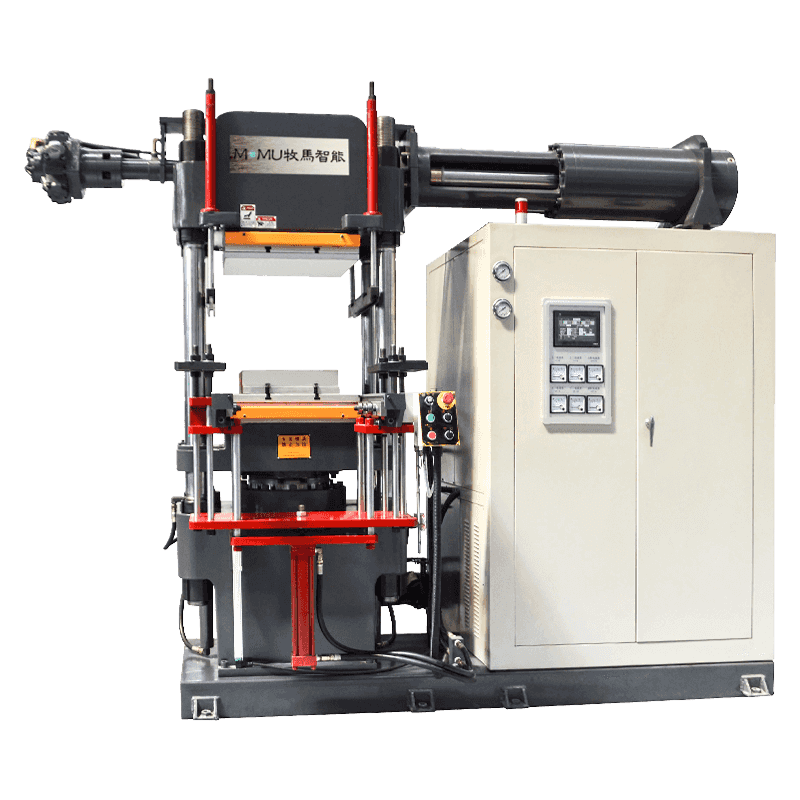
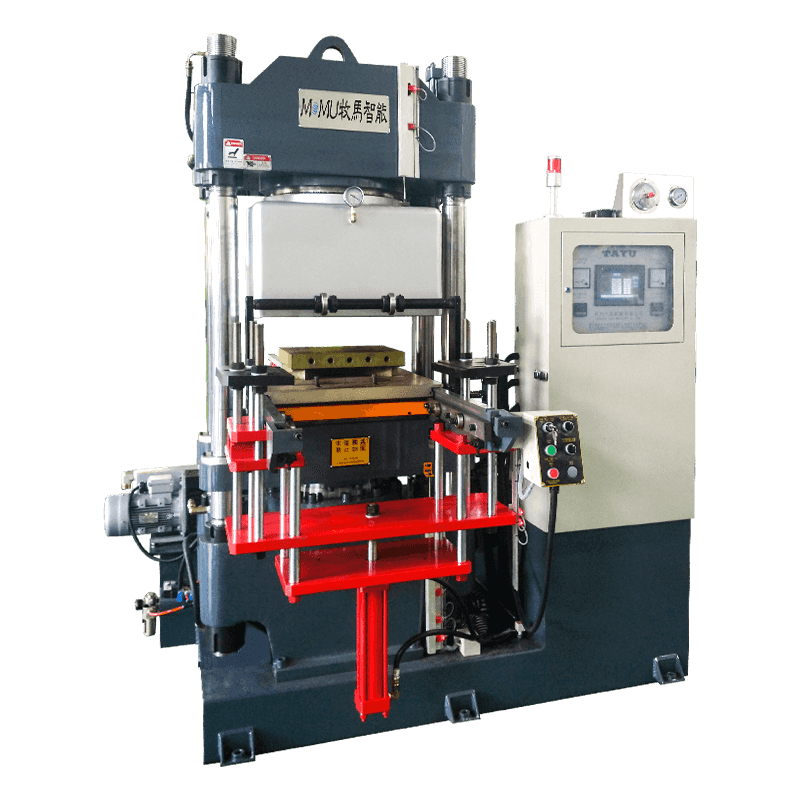
وحدة لقط
تتطلب قوالب LSR قوة تثبيت عالية جدًا لكل وحدة من مساحة الجزء المسقط مقارنة باللدائن الحرارية، لأن اللزوجة المنخفضة لـ LSR تعني أنها سوف تومض عبر الحد الأدنى من فجوات خط الفراق إذا كانت قوة التثبيت غير كافية. يتم استخدام كل من أنظمة التثبيت والتثبيت الهيدروليكي، مع تفضيل الآلات الكهربائية بالكامل بشكل متزايد في بيئات غرف الأبحاث لنظافتها وقابليتها للتكرار وكفاءة الطاقة. يتم حساب متطلبات قوة التثبيت بناءً على ضغط التجويف مضروبًا في المساحة المتوقعة للجزء بالإضافة إلى نظام العداء.
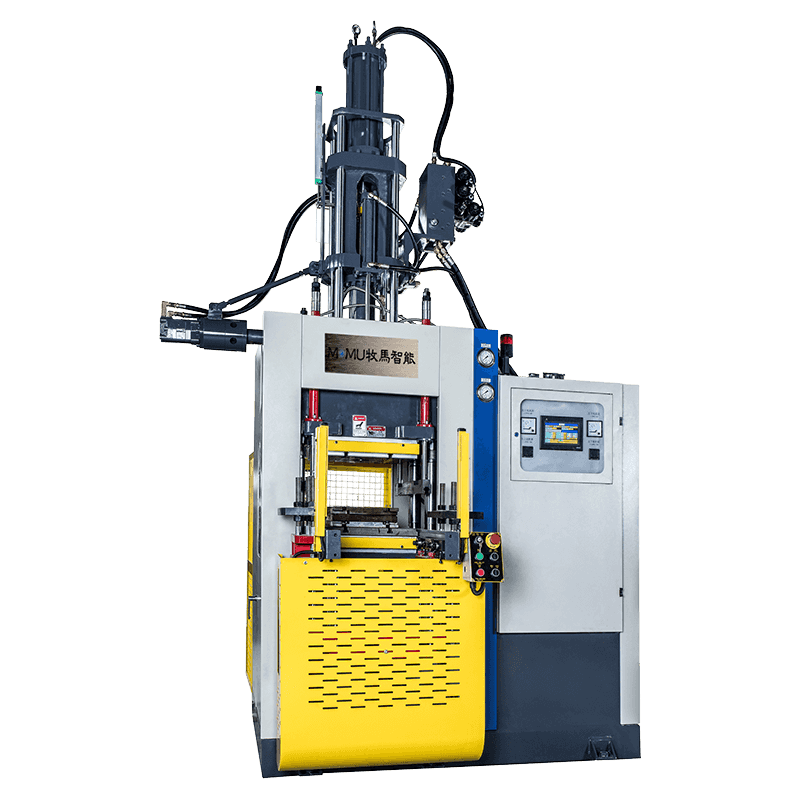
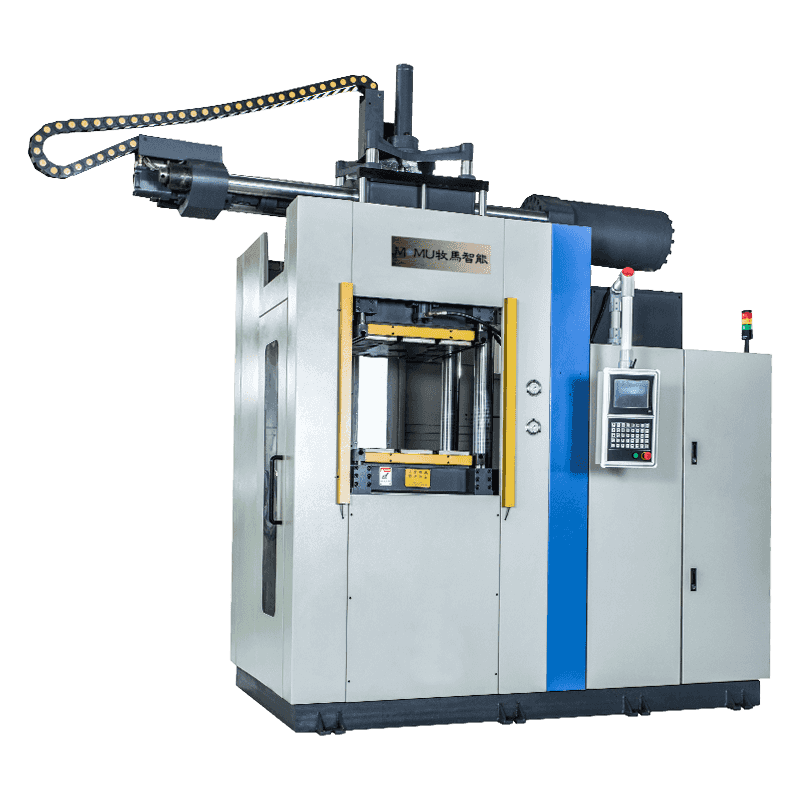
مقارنة آلة LSR: الهيدروليكية مقابل الكهربائية بالكامل
| ميزة | آلة LSR الهيدروليكية | ماكينة LSR كهربائية بالكامل |
| التكرار | جيد | ممتاز |
| ملاءمة غرف الأبحاث | محدودة (خطر التلوث النفطي) | مرتفع (لا يوجد سائل هيدروليكي) |
| استهلاك الطاقة | أعلى | أقل بنسبة 30-60% |
| تكلفة رأس المال | أقل | أعلى |
| مستوى الضوضاء | أعلى | أقل |
| الصيانة | أكثر تواترا (الأختام الهيدروليكية) | أقل تواترا |
| أفضل تطبيق مناسب | أجزاء صناعية عالية القوة | الأجزاء الطبية والغذائية والدقيقة |
الصناعات والتطبيقات التي تدفع الطلب على آلات LSR
يرتبط نمو قوالب حقن LSR كطريقة إنتاج مباشرة بالمجموعة المتزايدة من الصناعات التي تعتمد على خصائص مادة السيليكون في بيئات الاستخدام النهائي الصعبة. لكل صناعة متطلبات محددة تحدد كيفية تكوين أجهزة LSR والتحقق من صحتها.
- الأجهزة الطبية: التوافق الحيوي لـ LSR وفقًا لمعايير ISO 10993 والقدرة على التعقيم عن طريق التعقيم، وEtO، وإشعاع جاما يجعلها المادة المفضلة للقسطرة، وأقنعة الجهاز التنفسي، وأختام الأجهزة القابلة للزرع، ومقابض الأدوات الجراحية. عادةً ما تكون الآلات المستخدمة لإنتاج LSR الطبي كهربائية بالكامل، ومتوافقة مع غرف الأبحاث، ومجهزة بوثائق العملية الكاملة للامتثال التنظيمي.
- منتجات الرضع والأطفال: تتطلب اللهايات وحلمات الزجاجات ومنتجات التسنين سيليكونًا آمنًا عند ملامسة الطعام وخاليًا من الملدنات وBPA. تعد درجات LSR المعتمدة وفقًا للوائح FDA 21 CFR وEU 10/2011 الخاصة بملامسة الأغذية قياسية، ويجب أن تستوفي بيئات الإنتاج ضوابط النظافة الصارمة.
- السيارات: يتم استخدام LSR في موانع التسرب ذات الحلقات المعدنية وأحذية شمعات الإشعال وأختام أجهزة الاستشعار والمكونات الموجودة أسفل غطاء المحرك والتي يجب أن تتحمل درجات حرارة مستدامة تتراوح من -50 درجة مئوية إلى 200 درجة مئوية. عادةً ما يستخدم إنتاج السيارات بكميات كبيرة آلات هيدروليكية ذات قوالب تبريد متعددة التجاويف لتحقيق كفاءة التكلفة.
- الالكترونيات الاستهلاكية: تمثل الحشيات المقاومة للماء وأغشية الأزرار وأطراف سماعات الأذن وأختام الأجهزة القابلة للارتداء شريحة سريعة النمو. تعتبر الأجزاء ذات الجدران الرقيقة وعالية الدقة ذات تفاوتات ضيقة في الأبعاد أمرًا شائعًا، مما يفضل الآلات الكهربائية بالكامل ذات التحكم العالي في سرعة الحقن.
- الختم الصناعي: تستغل أغشية المضخة وأختام الصمامات والحشوات المقاومة للمواد الكيميائية مقاومة السيليكون للأوزون والأشعة فوق البنفسجية ومجموعة واسعة من المواد الكيميائية. تميل هذه إلى أن تكون أجزاء ذات مقطع أكثر سمكًا يتم إنتاجها على الآلات الهيدروليكية عند التجويف المنخفض.
العوامل الحاسمة عند اختيار آلة التشكيل بالحقن LSR
يتطلب اختيار آلة LSR تقييم المواصفات الفنية في سياق الأجزاء المحددة لديك، وأحجام الإنتاج، والبيئة التنظيمية. هناك عدة عوامل تحدد باستمرار ما إذا كان الاستثمار في الآلة يحقق العائد المتوقع.
يجب أن يتطابق حجم اللقطة وقوة التثبيت مع الجزء المتوقع ومنطقة العداء بدلاً من تقديرها بشكل فضفاض. تعني اللزوجة المنخفضة لـ LSR أنه حتى النقص المتواضع في قوة التثبيت يؤدي إلى وميض - طبقة رقيقة من السيليكون المعالج عند خط الفراق الذي يتطلب تشذيبًا يدويًا ويزيد من معدلات الخردة. قم بحساب قوة التثبيت المطلوبة بما لا يقل عن 0.3 إلى 0.5 طن لكل سنتيمتر مربع من مساحة التجويف المتوقعة، وقم بحجم الماكينة بهامش أعلى من هذا الرقم لاستيعاب إضافات القالب المستقبلية أو تغييرات التصميم.
إن دقة التحكم في درجة الحرارة عبر القالب لا تقل أهمية عن أداء التثبيت والحقن في الماكينة. تنتج درجات حرارة العفن غير المتساوية أجزاء ذات معالجة غير متناسقة وتباين الأبعاد وعيوب سطحية. قم بتقييم ما إذا كانت وحدة التحكم في درجة حرارة القالب بالماكينة تدعم رسم خرائط درجة الحرارة على أساس المنطقة وما إذا كان تصميم القالب يوفر تغطية كافية لقناة التسخين. في التطبيقات الطبية الدقيقة، عادة ما يكون التغير في درجة حرارة العفن لأكثر من ±2 درجة مئوية عبر سطح التجويف غير مقبول.
أصبحت قدرات مراقبة العمليات وتسجيل البيانات غير قابلة للتفاوض بالنسبة للصناعات الخاضعة للتنظيم. تقوم آلات LSR الحديثة بدمج أجهزة استشعار ضغط التجويف، وسرعة الحقن، وملفات الضغط، وتسجيل درجة حرارة القالب، والتحقق من نسبة القياس في نظام موحد لمراقبة العمليات. هذه البيانات مطلوبة للتحقق من صحة العملية بموجب FDA 21 CFR Part 820 وISO 13485 للأجهزة الطبية، ويتزايد الطلب عليها من قبل عملاء السيارات من المستوى 1 كجزء من حزم وثائق PPAP.
عيوب العمليات الشائعة وكيفية الوقاية منها
حتى الآلات المحددة جيدًا تنتج عيوبًا عندما تنحرف معلمات العملية أو لا يتم الحفاظ على ظروف القالب بشكل صحيح. يعد التعرف على الأسباب الجذرية لعيوب LSR الشائعة أمرًا ضروريًا لمهندسي العمليات المسؤولين عن جودة الإنتاج.
- فلاش: يحدث بسبب عدم كفاية قوة التثبيت، أو تآكل أسطح خطوط الفصل، أو ضغط الحقن الزائد. قم بالمعالجة عن طريق التحقق من حسابات قوة التثبيت، وفحص حالة القالب، وتقليل سرعة الحقن أثناء مرحلة التعبئة.
- تعبئة غير كاملة/لقطة قصيرة: ينتج عن عدم كفاية ضغط الحقن، أو البوابات المسدودة، أو LSR الذي تم شفاءه جزئيًا في العداء قبل الوصول إلى التجويف. تحقق من قطر البوابة، وتحقق من أن درجة حرارة البرميل تقع ضمن النطاق المستهدف للعداء البارد، وافحص منع العلاج من التلوث.
- الابتذال السطحي: يشير إلى عدم المعالجة، وغالبًا ما يكون السبب هو نسبة A:B غير الصحيحة، أو درجة حرارة العفن منخفضة جدًا، أو وقت المعالجة غير الكافي. تحقق من نسبة القياس من خلال اختبار توزيع متحكم فيه، وتحقق من تجانس درجة حرارة القالب، وقم بتمديد وقت المعالجة إذا كانت تفاوتات الأبعاد تسمح بذلك.
- انحباس الهواء/الفراغات: الهواء الذي يتم إدخاله أثناء الخلط أو حقنه بالمادة ينتج عنه فقاعات في الجزء المعالج. تأكد من تطهير نظام القياس بشكل صحيح قبل الإنتاج، وتأكد من أن سرعة الحقن ليست سريعة جدًا بحيث يتم سحب الهواء إلى منطقة البوابة قبل واجهة تدفق LSR.
- اختلاف الأبعاد بين اللقطات: يرتبط عادةً بعدم تناسق القياس، أو تقلب درجة حرارة البرميل، أو وقت المعالجة المتغير بسبب انحراف درجة حرارة القالب. قم بمراجعة سجلات مراقبة العملية لتحديد المتغير الذي يرتبط بإزاحة الأبعاد، وإعادة معايرة النظام الفرعي ذي الصلة.