ما هي آلة الفلكنة المطاطية الفراغية وكيف تعمل؟
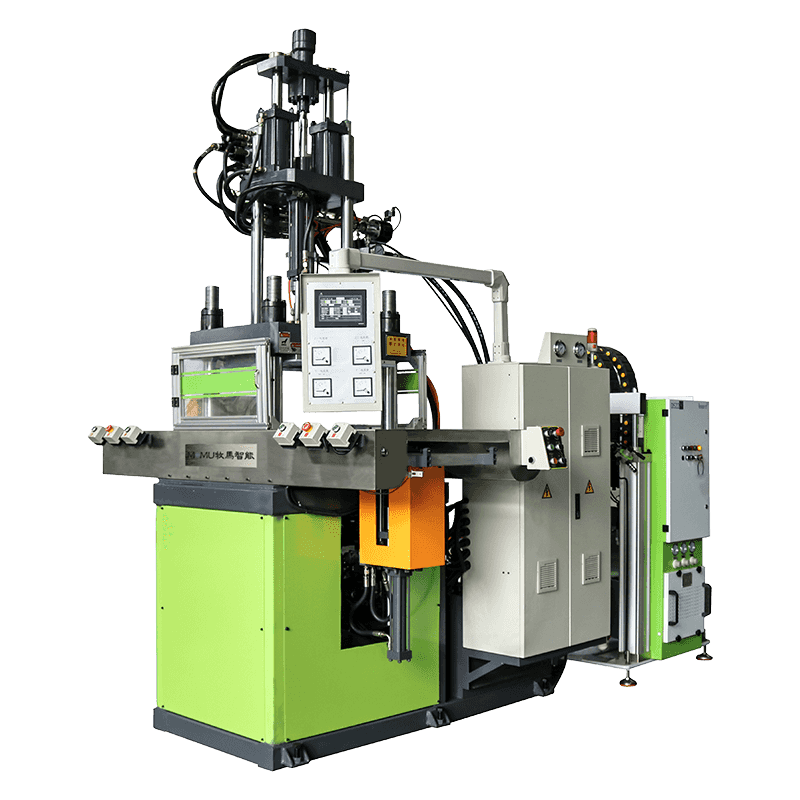
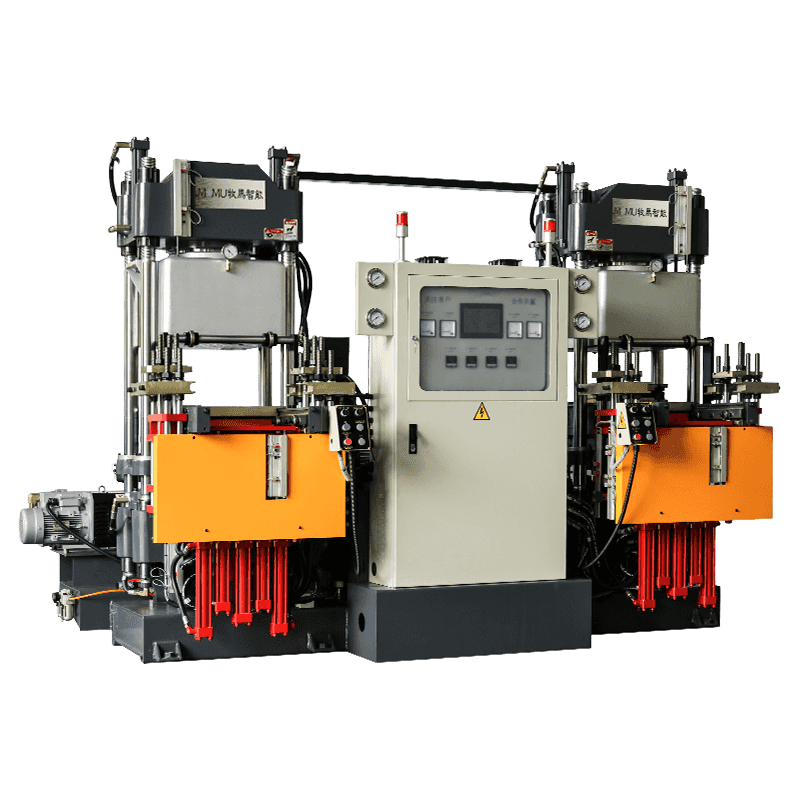
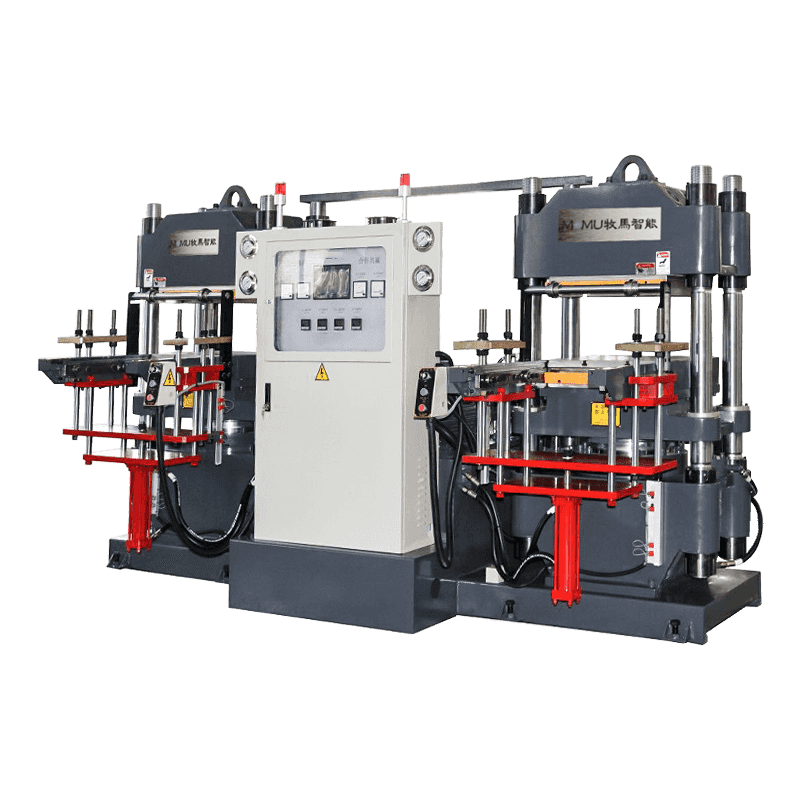
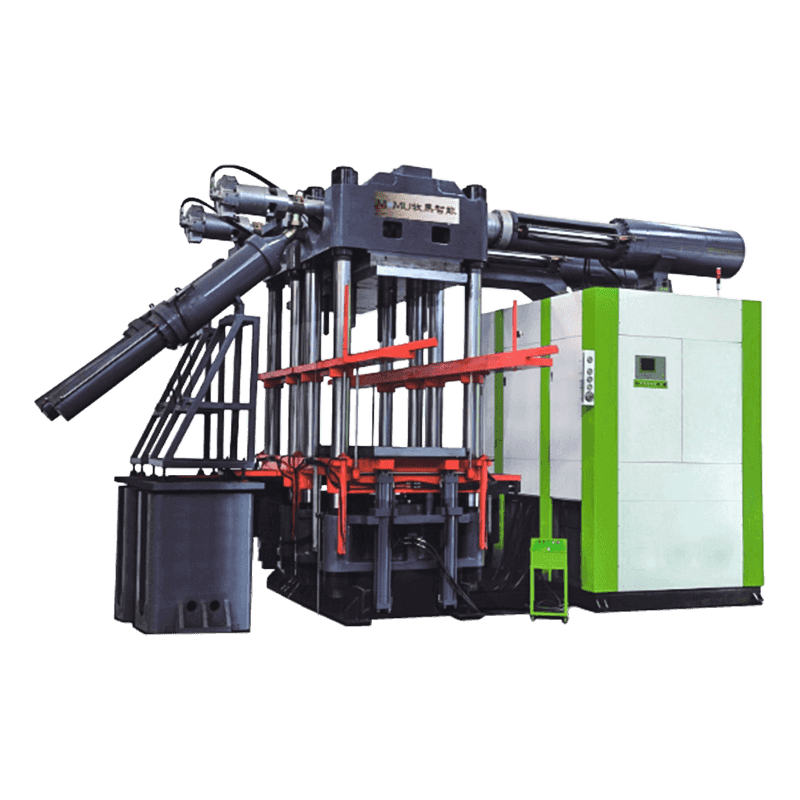
آلة فلكنة المطاط الفراغي عبارة عن قطعة متخصصة من المعدات الصناعية المستخدمة لعلاج مركبات المطاط تحت حرارة وضغط يمكن التحكم فيهما في بيئة مفرغة. الفلكنة هي العملية الكيميائية التي تحول المطاط الخام أو المركب من حالة ناعمة ومرنة إلى مادة متينة ومرنة ومقاومة للحرارة عن طريق تشكيل روابط متقاطعة بين سلاسل البوليمر - عادة من خلال عوامل المعالجة القائمة على الكبريت أو البيروكسيد. إن مكون الفراغ هو ما يميز هذه الآلة عن مبركنات الضغط القياسية. من خلال إخلاء الهواء من تجويف القالب قبل وأثناء دورة المعالجة، تقوم الآلة بإزالة جيوب الهواء والغازات المحتبسة التي قد تسبب مسامية، أو فراغات، أو عيوب سطحية في المنتج المطاطي النهائي.
تعمل الآلة من خلال سلسلة من المراحل الآلية: تحميل القالب، وإخلاء الفراغ، وتطبيق الضغط، والمعالجة الحرارية، وإطلاق القالب. يتم التسخين عادةً من خلال الألواح الكهربائية أو الألواح المسخنة بالبخار والتي تنقل الحرارة بشكل موحد إلى مركب المطاط. تقوم مضخة التفريغ المتصلة بحجرة القالب المختومة بسحب الضغط الداخلي إلى الأسفل — عادة إلى ما بين -0.08 ميجا باسكال و -0.1 ميجا باسكال — قبل إغلاق المكبس وتطبيق قوة التثبيت. يضمن هذا المزيج من الفراغ والحرارة والضغط الميكانيكي ملء الأشكال الهندسية المعقدة للقالب بالكامل وأن الجزء المعالج يلبي مواصفات جودة الأبعاد والسطح.

الصناعات والتطبيقات التي تعتمد على الفلكنة الفراغية
يتم نشر آلات فلكنة المطاط الفراغي عبر مجموعة واسعة من الصناعات حيث تكون جودة الأجزاء المطاطية واتساقها غير قابلة للتفاوض. يعد قطاع السيارات أحد أكبر المستخدمين، حيث يعتمد على هذه الآلات لإنتاج الأختام والجوانات والحلقات الدائرية ومخمدات الاهتزاز ومكونات التعامل مع السوائل التي يجب أن تعمل بشكل موثوق في ظل الظروف الحرارية والميكانيكية الصعبة. في صناعة الطيران، يتم استخدام الفلكنة الفراغية للمكونات المطاطية الدقيقة حيث يمكن أن تؤدي حتى الفراغات المجهرية إلى الإضرار بسلامة أنظمة الختم الحرجة.
تستخدم صناعة الأجهزة الطبية آلات الفلكنة الفراغية لتصنيع السيليكون والأجزاء المطاطية المتخصصة التي يجب أن تستوفي معايير التوافق الحيوي الصارمة وتحمل الأبعاد. يستخدمها مصنعو الإلكترونيات لإنتاج المكونات العازلة وحوامل عزل الاهتزازات. تطبق صناعة الأحذية تقنية ربط النعل والمكونات المطاطية المقولبة. في كل حالة، تعد البيئة المفرغة ضرورية لتحقيق تشطيب السطح والكثافة الداخلية والأداء الميكانيكي الذي لا يمكن أن توفره عملية الفلكنة بالضغط القياسية بشكل موثوق.
معلمات العملية الرئيسية وكيفية التحكم فيها
يتطلب إنتاج أجزاء مطاطية مبركنة متسقة وخالية من العيوب إدارة دقيقة للعديد من معلمات العملية المترابطة. إن فهم ما تفعله كل معلمة - وكيف تؤثر الانحرافات على المخرجات - يعد أمرًا أساسيًا لتشغيل آلة الفلكنة الفراغية بفعالية.
درجة حرارة الفلكنة
درجة الحرارة هي المحرك الرئيسي لتفاعل الفلكنة. تعالج معظم مركبات المطاط في نطاق من 150 درجة مئوية إلى 200 درجة مئوية، وتعتمد درجة الحرارة المثلى المحددة على تركيبة المركب ونظام المعالجة المستخدم. تؤدي درجة الحرارة المنخفضة جدًا إلى نقص المعالجة - حيث يصبح المطاط ناعمًا وضعيفًا وقد يظهر لزجًا أو ربطًا متقاطعًا غير كامل. تؤدي درجة الحرارة المرتفعة جدًا إلى الإفراط في المعالجة أو الارتداد، حيث تتحلل شبكة البوليمر ويفقد المطاط قوته ومرونته. إن توحيد درجة حرارة الصوانى عبر سطح القالب له نفس القدر من الأهمية؛ التدرجات الحرارية التي تزيد عن خمس إلى عشر درجات مئوية عبر القالب يمكن أن تسبب علاجًا غير متساوٍ وانكماشًا تفاضليًا.
وقت المعالجة
يتم تحديد وقت المعالجة من خلال بيانات انسيابية المركب - وتحديدًا قيمة T90 من اختبار مقياس ريومتر القالب المتحرك (MDR)، والذي يشير إلى الوقت اللازم للوصول إلى تسعين بالمائة من عزم الدوران الأقصى (كثافة الوصلة المتقاطعة) عند درجة الحرارة المستهدفة. تتراوح أوقات المعالجة عادةً من دقيقتين إلى ثلاثين دقيقة حسب نوع المركب وسمك الجزء ودرجة الحرارة. بالنسبة للأقسام السميكة، يجب أخذ وقت إضافي في الاعتبار للسماح للحرارة بالاختراق إلى القلب. يعد استخدام وقت معالجة قصير جدًا أحد أكثر مصادر الفشل الميداني شيوعًا في المنتجات المطاطية.
مستوى الفراغ والتوقيت
يجب أن يصل الفراغ إلى المستوى المستهدف قبل إغلاق المكبس وبدء المعالجة. تستهدف معظم العمليات مستوى فراغ يتراوح بين -0.095 ميجا باسكال إلى -0.1 ميجا باسكال. يجب أن يكون وقت الإخلاء - عادةً من خمسة عشر إلى ستين ثانية - كافيًا لتطهير الهواء بالكامل من تجويف القالب وأي قنوات تهوية. إذا كانت دورة مضخة التفريغ قصيرة جدًا، فسيتم ضغط الهواء المتبقي بدلاً من إزالته عند إغلاق المكبس، مما يسبب فراغات تحت السطح. يعد اختبار أداء المضخة والتحقق من وجود تسربات في خطوط التفريغ وأختام القوالب بشكل منتظم أمرًا ضروريًا للحفاظ على جودة الإخلاء المتسقة.
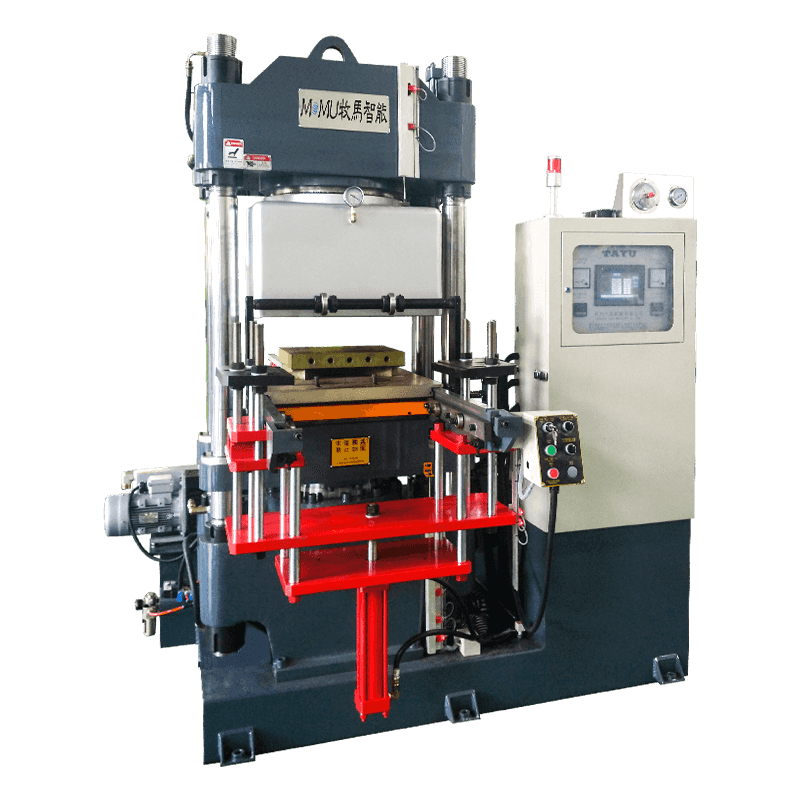
ضغط لقط
يحافظ ضغط التثبيت على نصف القالب مغلقًا أثناء الفلكنة ويضغط مركب المطاط لملء هندسة التجويف بالكامل. يسمح ضغط التثبيت غير الكافي بتكوين الفلاش عند خط الفراق ويمكن أن يؤدي إلى أقسام غير ممتلئة. يمكن أن يؤدي الضغط المفرط إلى إتلاف القوالب أو التسبب في إخراج المركب من التجويف قبل حدوث التبلور. تتراوح ضغوط التثبيت النموذجية لفلكنة المطاط من 10 إلى 25 ميجا باسكال اعتمادًا على لزوجة المركب وهندسة الأجزاء.
العيوب الشائعة وكيفية تشخيصها
حتى مع الآلات التي تمت معايرتها بشكل جيد، يمكن أن تظهر عيوب في الأجزاء المطاطية المفلكنة. يؤدي تحديد السبب الجذري بسرعة إلى تقليل الخردة وتوقف الإنتاج. يلخص الجدول التالي العيوب الأكثر شيوعًا وأسبابها المحتملة:
| عيب | السبب المحتمل | الإجراء التصحيحي |
| المسامية / الفراغات الداخلية | عدم كفاية الفراغ أو وقت الإخلاء | التحقق من أداء المضخة. تمديد وقت الإخلاء |
| تقرحات السطح | الرطوبة في المركب أو القالب | مركب ما قبل الجفاف قالب نظيف وسخن |
| علاج ناقص (الأجزاء الناعمة) | انخفاض درجة الحرارة أو عدم كفاية وقت العلاج | التحقق من معايرة درجة حرارة الصوانى؛ تمديد وقت العلاج |
| فلاش المفرط | ضغط لقط منخفض أو خط فراق القالب البالي | زيادة حمولة الصحافة. فحص وتجديد القالب |
| لقطة قصيرة / مناطق شاغرة | وزن الشحنة المركبة غير كافي | إعادة حساب وزن الشحنة؛ ضبط التشكيل المركب |
| تباين الأبعاد | درجة حرارة غير متناسقة أو قوة لقط | معايرة أجهزة الاستشعار. إجراء صيانة منتظمة للصحافة |
كيفية اختيار آلة فلكنة المطاط بالفراغ المناسبة
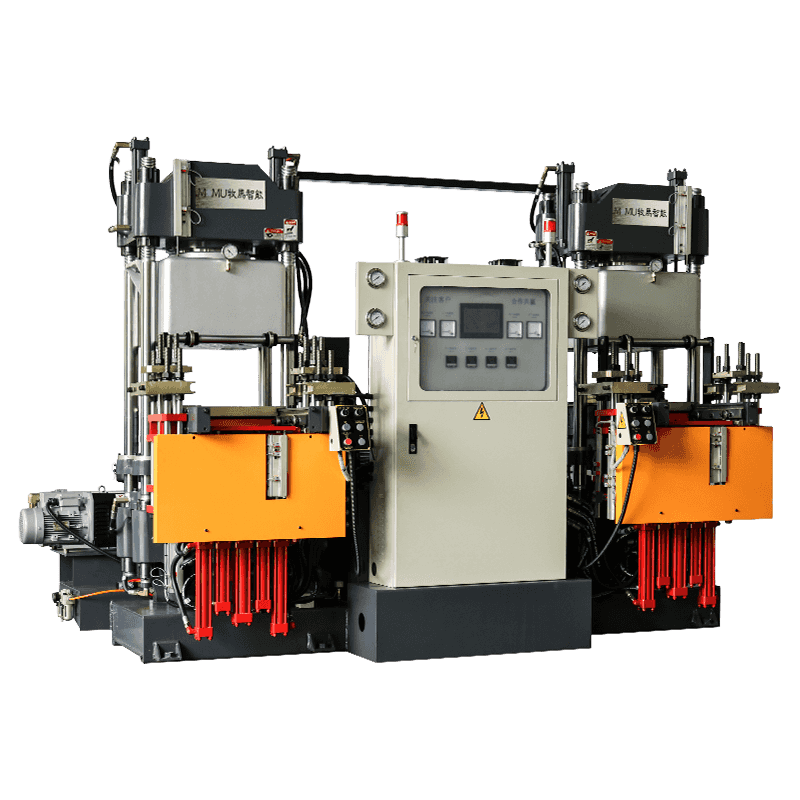
يتطلب تحديد الماكينة الصحيحة مطابقة مواصفات المعدات مع متطلبات تطبيق الإنتاج المحدد الخاص بك. تشمل معايير التقييم الرئيسية حجم الصوانى، وحمولة الضغط، وسعة نظام التفريغ، ونطاق درجة الحرارة، وتطور نظام التحكم.
- يجب أن يستوعب حجم اللوح القالب الأكبر الذي تنوي تشغيله، مع وجود هامش كافٍ للحفاظ على توزيع موحد لدرجة الحرارة. تتراوح أحجام الألواح القياسية من 200 مم × 200 مم لإنتاج الأجزاء الصغيرة حتى 1000 مم × 1000 مم أو أكبر للتطبيقات الصناعية.
- يجب أن تكون حمولة الصحافة مطابقة للمساحة المتوقعة للقالب الخاص بك ولزوجة مركب المطاط الخاص بك. كمبدأ توجيهي عام، قم بحساب القوة المطلوبة عن طريق ضرب المساحة المتوقعة لتجويف القالب في ضغط التثبيت المستهدف، ثم قم بإضافة هامش أمان بنسبة عشرين بالمائة على الأقل.
- يجب أن تكون سعة مضخة التفريغ - المُقاسة باللتر في الدقيقة - كافية لإخلاء حجرة القالب إلى مستوى التفريغ المستهدف خلال خمسة عشر إلى ثلاثين ثانية. تتطلب أحجام القالب الأكبر مضخات ذات قدرة أعلى لتجنب أوقات الدورات الممتدة.
- يجب التحقق من نطاق درجة الحرارة ومواصفات التوحيد وفقًا لمتطلبات المعالجة للمركب الخاص بك. تعمل معظم الآلات ذات الأغراض العامة بدرجة حرارة تصل إلى 200 درجة مئوية، بينما قد تتطلب الآلات المتخصصة للسيليكون عالي الحرارة أو مركبات المطاط الصناعي الفلورية درجة حرارة 250 درجة مئوية أو أعلى.
- تحدد قدرة نظام التحكم مقدار مرونة العملية وتسجيل البيانات التي يمكنك تحقيقها. تتيح وحدات التحكم المنطقية القابلة للبرمجة (PLCs) المزودة بواجهات تعمل باللمس ملفات تعريف علاج متعددة المراحل، وتسلسل فراغي آلي، وتخزين سجلات الإنتاج - وكلها ذات قيمة لإدارة الجودة وتكرار العملية.
ممارسات الصيانة الروتينية التي تحمي أداء الماكينة
تمثل آلة فلكنة المطاط الفراغي استثمارًا رأسماليًا كبيرًا، وتعد الصيانة المستمرة أمرًا ضروريًا لحماية هذا الاستثمار مع ضمان موثوقية الإنتاج. يتطلب نظام التفريغ أكبر قدر من الاهتمام - يجب فحص زيت مضخة التفريغ وتغييره وفقًا لجدول الشركة المصنعة، عادةً كل ثلاثة إلى ستة أشهر في ظل ظروف الإنتاج المستمرة. يجب فحص وصلات خطوط التفريغ والحشيات وأختام القوالب أسبوعيًا بحثًا عن التآكل أو التسرب، حيث إن التسربات الصغيرة حتى تقلل من أداء الإخلاء بشكل كبير.
يجب معايرة أجهزة استشعار درجة حرارة الأسطوانة ومحولات الضغط كل ثلاثة أشهر باستخدام أدوات مرجعية معتمدة للتأكد من أن القيم المعروضة بالجهاز تعكس ظروف العملية الفعلية. يجب مراقبة مستويات السوائل الهيدروليكية وظروف الفلتر شهريًا. يجب تنظيف أسطح القالب بعد كل عملية إنتاج لمنع تراكم بقايا المطاط، والتي يمكن أن تسبب الالتصاق وعيوب السطح في الأجزاء اللاحقة وتسارع تآكل القالب. يوفر الاحتفاظ بسجل صيانة تفصيلي — تسجيل جميع عمليات الفحص وتغييرات السوائل والمعايرة وأحداث الأخطاء — البيانات التاريخية اللازمة لتحديد المشكلات الناشئة قبل أن تتسبب في فترات توقف غير مخطط لها.
تعظيم جودة المخرجات وكفاءة الإنتاج
بالإضافة إلى اختيار الماكينة وصيانتها، تحقيق جودة مخرجات عالية باستمرار من أ آلة فراغ المطاط بالكبريت يعتمد على انضباط العملية. يؤدي توحيد إعداد المركب - بما في ذلك الوزن والشكل والوضع المتسق داخل القالب - إلى التخلص من أحد المصادر الأكثر شيوعًا للاختلاف من جزء إلى جزء. إن استخدام عوامل التحرير بشكل صحيح ومستمر يمنع الالتصاق دون تلويث السطح المطاطي أو التأثير على الترابط في الأجزاء المركبة. إن إنشاء وصفات علاجية موثقة لكل منتج وقفل هذه الوصفات في نظام التحكم الخاص بالماكينة يمنع التغييرات العرضية في المعلمات التي تؤدي إلى إنتاج غير مطابق.
توفر أساليب التحكم في العمليات الإحصائية (SPC) المطبقة على قياسات المخرجات الرئيسية - وزن الجزء، والأبعاد الحرجة، والصلابة - تحذيرًا مبكرًا عند حدوث انحراف في العملية، مما يسمح باتخاذ إجراءات تصحيحية قبل إنتاج كميات كبيرة من الخردة. بالنسبة للعمليات كبيرة الحجم، يتيح دمج مخرجات بيانات الماكينة مع نظام تنفيذ التصنيع (MES) مراقبة الإنتاج في الوقت الفعلي وإمكانية التتبع، وهو ما يطلبه عملاء السيارات والعملاء الطبيون بشكل متزايد كجزء من متطلبات جودة الموردين الخاصة بهم. إن التعامل مع آلة الفلكنة كأداة دقيقة بدلاً من كونها آلة ضغط للسلع هو العقلية التي تفصل عمليات المطاط عالية الأداء باستمرار عن تلك التي تعاني من مشاكل مزمنة في الجودة والإنتاج.